Engineering
Most large products require special engineering and design. They are also highly complex. And, they may be a component of an even larger
engineered project such as a power plant. At almost any time, customers can request design changes or the internal engineers make design changes.
The probability of design changes most likely follows an exponential distribution and is unpredictable.
Such design changes create the most disruption when the product is under construction and the least disruption if changes are made before
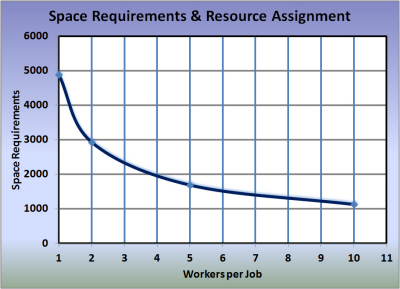
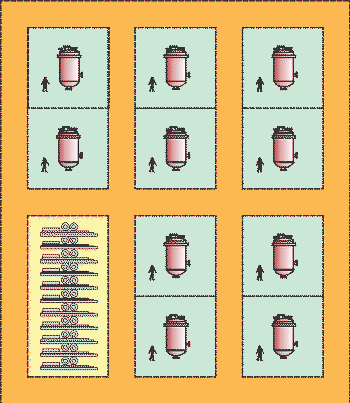
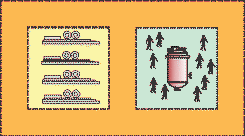
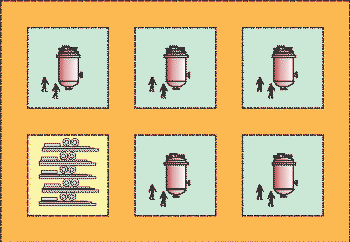
construction. By concentrating resources on the fewest jobs and getting them built more quickly, each job is exposed to engineering changes for a
shorter time period and especially during the critical construction phase. On average, jobs spend more time in queue prior to construction, far less
time during the critical construction phase and less time in total.
Modularity
The ability to concentrate resources, the Job#1 principle, starts with engineering. The product must be designed for modularity and logical
subassembly in conjunction with manufacturing.
Engineering Quality
Engineering quality becomes vital when only a few items are in process simultaneously. Any delay from engineering errors not only delays the
job in progress, it delays all the jobs in queue. It is important to ensure that few errors get released to the shop and when there are errors, that
engineering respond quickly.
|
Impediments to the Job #1 Principle
Several factors lead manufacturers of large products to put too many jobs in the shop and scatter the workforce.
These are legitimate considerations but should be addressed at a fundamental level rather than simply pushing more jobs into the shop.
Customer Pressures
The buyers of large products often follow construction progress closely because of the size of the job and because these jobs often affect even
larger projects. There may be strong pressure to get some particular job started in order to make the customer comfortable. This leads to more jobs
in progress with fewer workers on each job and slower average progress once started.
Interruptions
Interruptions for any reason are the enemy of efficiency and schedule performance in any manufacturing. In high-volume manufacturing such as
automotive, production interruptions are treated as an emergency. With large products and low volumes, companies seem to view interruptions as a
normal but inevitable nuisance. As a result, the causes of interruptions rarely are addressed in a fundamental way. Thus, they continue or increase.
Labor Efficiency Concerns
A large emphasis on labor efficiency encourages shop supervisors to move people between jobs depending on the type of work and their skills. When
many jobs are in progress, it is easier to find useful work for every employee. This is especially true in craft oriented shops where employees with
a given skill classification work only within their classification. This also discourages teamwork, discourages employee imitative and increases the
workload on supervisors.
Putting more workers on fewer jobs may require significant cross-training and a willingness to assist with whatever task is currently required.
|
Cash Flow
Faster throughput improves cash flow for at least the following reasons:
-
Products are delivered sooner, on average.
-
Jobs are invoiced sooner.
-
Materials can be purchased later.
-
Labor is invested later.
-
Less inventory in the system.
Summary
The manufacture of very large items such as ships and boilers lends itself to many of the same fundamental principles of Lean Manufacturing but not
necessarily to specific techniques—the challenges are different. In this article we have explored a few of those differences. Undoubtedly, there are
others.

|