Estudo Dirigido: Métodos para Projeto, Planejamento do Processo e
Fabricação de Peças Assistidos por Computador
Alberto José Álvares1
Esta disciplina de Estudo Dirigido, Métodos para Projeto,
Planejamento do Processo e Fabricação de Peças Assistidos por Computador,
tem por objetivo dar subsídios ao desenvolvimento da tese de doutorado
do aluno Alberto José Álvares nos aspectos referentes ao Planejamento
de Processo Auxiliado por Computador (CAPP). O tema de tese está associado
ao desenvolvimento de ``Uma Metodologia de CAD/CAPP/CAM Voltada
para a Fabricação de Peças de Revolução a Distância através da Internet",
bem como a sua implementação computacional.
Além desta disciplina o doutorando irá cursar mais uma disciplina
no primeiro período de 2002 que abordará os aspectos computacionais
relacionados às linguagens de programação voltadas à Internet, base
de dados relacional, shells de sistemas especialistas, sistemas
multi-agentes, arquitetura cliente/servidor, sistemas distribuídos,
lógica fuzzy, Unix, modelagem sólido e geométrico utilizando Java
e ACIS®, entre outras. Com estas duas disciplinas cursadas no formato
de estudo dirigido acreditá-se que grande parte dos aspectos referentes
à revisão bibliográfica necessários ao exame de qualificação estarão
cobertos. A data prevista para realização do exame de qualificação
é setembro de 2002.
A ementa e o programa associados à disciplina são apresentados a seguir.
EMENTA: Projeto de peças assistido por computador (CAD). Features
em componentes mecânicos. Features de projeto e manufatura.
Padronização de features. Formato padrão STEP. Representação
de peças no computador através de features. Utilização de
features na indústria. Planejamento do processo assistido
por computador (CAPP). Informações necessárias para o planejamento
do processo. Planejamento do processo contendo alternativas. Representação
de planos de processo no computador. Tomada de decisões no CAPP. Gerenciamento
de banco de dados para o CAPP. Geração do programa de comando numérico
(código "G") para a usinagem de uma peça (CAM).
Implantação de uma infra-estrutura computacional para desenvolvimento
de atividades de CAD/CAPP/CAM.
PROGRAMA:
- Projeto de peças assistido por computador (CAD).
- Features em componentes mecânicos. Estes componentes poderão
ser rotacionais ou prismáticos.
- Features de projeto e manufatura.
- Padronização de features.
- Formato padrão STEP.
- Representação de peças no computador através de features.
- Utilização de features na indústria.
- Planejamento do processo assistido por computador (CAPP). Definição
e objetivos. Abordagens Variante e Generativa.
- Informações necessárias para o planejamento do processo: operações,
máquinas, ferramentas, dispositivos de fixação.
- Planejamento do processo contendo alternativas. Comparação com o plano
de processos fixo.
- Representação de planos de processo no computador: redes de Petri,
grafos E/OU, matrizes.
- Tomada de decisões no CAPP: sistemas especialistas, redes neurais,
algoritmos genéticos, lógica difusa.
- Gerenciamento de banco de dados para o CAPP. Utilização do banco de
dados relacional no CAPP.
- Geração do programa de comando numérico (código "G")
para a usinagem de uma peça (CAM).
- Implantação de uma infra-estrutura computacional para desenvolvimento
de atividades de CAD/CAPP/CAM. Instalação de gerenciadores
de bancos de dados, servidor Web, shell para sistemas especialistas,
sistema CAD/CAM.
Para realização deste estudo dirigido foi consultado uma grande quantidade
de material bibliográfico disponível em diversas mídias (Journals
on-line/Internet, Journals impressos, Livros, teses e dissertações
on-line e impressas, sites da Internet, etc). O material
consultado através de arquivos (pdf, html, txt, doc, etc) está disponível
em: ftp://omega.enm.unb.br/pub/doutorado. Este servidor armazena
cerca de dois gygabytes de informações de interesse para o doutorado,
tanto para esta disciplina quanto para a segunda disciplina de estudo
dirigido.
A seguir é apresentada a bibliografia básica definida no programa
da disciplina e que foi estudada.
- Ferreira, J.C.E., "Planejamento do Processo Assistido por
Computador - CAPP", Apostila, Universidade Federal de Santa
Catarina, Departamento de Engenharia Mecânica, Florianópolis, 1996.
- Wang, H.P. e Li, J.K., Computer-Aided Process Planning, Advances in
Industrial Engineering, Vol. 13, Elsevier, 1991.
- Chang, T.C., Wysk R.A. e Wang, H.P., "Computer Aided Manufacturing",
Prentice Hall International Series in Industrial and Systems Engineering,
W.J. Fabrycky e J.H. Mize (eds.), 2ns Edition, 1998.
- Halevi, G. e Weill, R.D., "Principles of Process Planning:
A Logical Approach", Chapman & Hall, 1995.
- Halevi, G., "Restructuring the Manufacturing Process: Applying
the Matrix Method", St. Lucie Press, 1999.
- ISO TC184/WG3 N324 -T7, ISO 10303 - Part 224 Mechanical Product Definition
for Process Planning Using Form Features, South Carolina, EUA, 1994.
- Shah, J.J. e Mäntÿla, M., "Advances in Feature Based Manufacturing",
Elsevier, 1994.
- Anais do International IFIP Conference on Feature Modeling and Advanced
Design-For-The-Life-Cycle Systems, Valenciennes, França, 12-14 de
Junho, 2001.
Após discussão com o Prof. João Carlos Espíndola Ferreira sobre o
conteúdo a ser apresentado neste documento, definiu-se que deveria
ter como escopo os aspectos referentes ao Planejamento do Processo
associados às operações de torneamento. Assim, este relatório irá
descrever os vários aspectos que constituem o programa da disciplina
direcionado para as operações de torneamento (peças rotacionais).
A fim de se ter um estrutura lógica, este relatório é dividido em
dez capítulos que cobrem todos os aspectos que compõem o programa
da disciplina. O capítulo dois apresenta uma introdução ao planejamento
do processo descrevendo suas funções básicas. O capítulo três apresenta
estratégias usadas nas atividades de planejamento do processo. O capítulo
quatro discute o uso dos computadores no projeto e na manufatura.
O capítulo cinco aborda o projeto de peças baseado em features
de projeto e manufatura como elemento de integração entre o projeto
e a manufatura. O capítulo seis apresenta o planejamento do processo
auxiliado por computador (CAPP) dando maior enfoque à abordagem generativa
e apresentando uma revisão bibliográfica dos vários sistemas CAPP
desenvolvidos para operações de torneamento. O capítulo sete apresenta
uma análise sobre as diversas abordagem utilizadas para tomada de
decisão no CAPP derivadas de técnicas de representação do conhecimento
e abordagens clássicas. O capítulo oito aborda o planejamento do processo
contendo alternativas e as técnicas utilizadas para representação
de planos de processo no computador. O capítulo nove descreve algumas
ações que foram desenvolvidas para implantação de infra-estrutura
computacional para o desenvolvimento de atividades de CAD/CAPP/CAM
nas instalações físicas do GRIMA (Grupo de Integração da Manufatura).
O capítulo dez apresenta as conclusões do trabalho desenvolvido.
O planejamento do processo é uma função vital nas indústrias de manufatura
pois fornece as informações necessárias para a transformação de matéria-prima
ou produtos semi-acabados em produtos final (CHANG et al,
1998). Os processos de manufatura utilizados para conversão de matéria-prima
em peças acabadas, mais usualmente utilizados são: fundição, forjamento,
soldagem, puncionamento, estampagem, usinagem, tratamentos térmicos
e químicos, entre outros. Os requisitos associados a seleção de um
processo podem ser divididos em requisitos para a peça e
para o processo (SMITH, 1999).
Os requisitos da peça estão associados aos aspectos funcionais sendo
definidos no projeto da peça sem levar em conta a quantidade a ser
produzida. Por outro lado, os requisitos de processo levam em conta
os aspectos de negócio/econômico da manufatura (quanto, qual o custo
e quando ?). São requisitos da peça normalmente especificados no projeto
mecânico: tolerância dimensional, tolerância de forma e posição, rugosidade
superficial, forma geométrica e material. Os requisitos de processo
são: tamanho do lote, custo de setup, tempo de setup,
custo por peça e taxa de produção. O projeto mecânico de um novo produto
deve incluir estes atributos para possibilitar à atividade de planejamento
do processo a especificação do plano de processo, preferencialmente,
com alternativas que será utilizado na fabricação da peça. Maiores
informações podem ser obtidas em: http://omega.enm.unb.br/pub/doutorado/disco2/telemanufacturing1/berkeley/cybercut.berkeley.edu/html/papers/MAS_Thesis.
As decisões associadas ao planejamento do processo são (WANG & LI,
1991):
- Seleção da matéria-prima e seu método de fabricação.
- Seleção dos processos de usinagem das superfícies das peças.
- Determinação da seqüência de operações.
- Determinação da fixação da peça para cada operação.
- Seleção do equipamento e ferramentas para as operações de usinagem.
- Determinação das dimensões e tolerâncias operacionais para as operações
de usinagem.
- Seleção das condições de usinagem e determinação dos tempos padrões
para cada operação.
Segundo Rezende (1996) ``Planejamento de processos pode ser definido
como a atividade de selecionar e definir os processos que devem ser
executados para transformar um material bruto em um produto acabado
(SALOMONS, HOUTEN e KALS, 1993). Planejamento de processos é a seleção
e seqüenciamento de processos de manufatura para converter uma matéria
prima em um componente acabado, de acordo com especificações funcionais
(IRANI, KOO e RAMAN, 1995). De acordo com Wysh et al citados
por HUANG (1988), o planejamento do processos pode ser definido como
o módulo responsável pela conversão de dados de projeto em instruções
de trabalho. De acordo com Alting e Zhang (1989) planejamento do processos
é definido como a determinação sistemática dos métodos que permitem
que um produto seja manufaturado econômica e competitivamente. Apesar
das aparentes diferenças entre as definições, o que se procura enfatizar
é o processo de transformação de um material bruto em um produto acabado.
Quando se pensa em processos de fabricação, a tarefa de planejamento
do processos consiste na escolha de alguns recursos dentre os disponíveis,
como máquinas-ferramentas, ferramentas de corte, dispositivos de fixação,
definição de seqüência de operações, definição de condições de corte
e definição de operações auxiliares.''
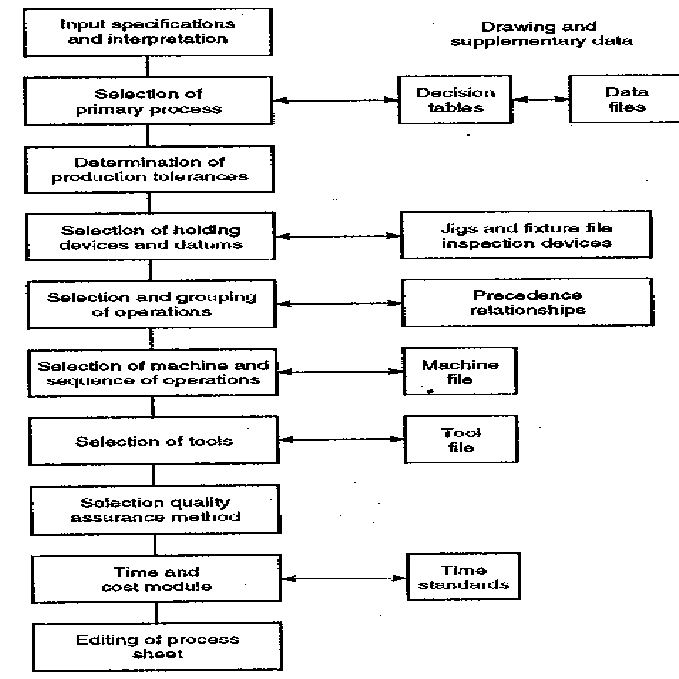
Segundo Halevi e Weil (1995) as atividades de planejamento do processo
(figura 2.1) compreendem, principalmente:
- uma interpretação das especificações contidas na definição do desenho
da peça, incluindo principalmente tolerâncias dimensionais, tolerâncias
geométricas, rugosidade superficial, tipo de material, dimensão da
matéria-prima, número de peças no lote, etc (requisitos da peça e
do processo);
- seleção de processos e ferramentas para processamento da peça e suas
features respeitando as restrições impostas na definição
do desenho;
- determinação das tolerâncias de fabricação e dimensões de montagem
para garantir as tolerâncias de projeto em função das limitações das
dimensões de fabricação por razões de comodidade e capacidade da máquina-ferramenta;
- seleção das superfícies de partida e de referência para garantir a
execução precisa do processamento das operações, simultaneamente com
a seleção de dispositivos de fixação e a estabilidade da peça através
de uma apropriada fixação;
- seqüenciamento de operações com função de prioridades impostas pelas
restrições tecnológicas e de precisão;
- agrupamento de operações elementares sobre a mesma máquina objetivando
a redução do tempo, respeitando os requisitos de precisão;
- seleção de máquinas para executar as operações, levando em conta o
número de peças a ser produzido (tamanho do lote);
- seleção de métodos e sistemas de medição para garantir a conformidade
dos componentes em relação aos requisitos funcionais;
- determinação das condições de processamento para cada operação elementar
levando em conta os tempos e custos de processamento/trabalho a fim
de se realizar uma avaliação econômica;
- edição e montagem das folhas de processo para serem disponibilizados
em um plano de processo exeqüível e de preferência com alternativas
para serem transferidos para o departamento de manufatura para execução.
Figure 2.1:
Atividades de planejamento do processo.
|
|
A ordem de execução das atividades de planejamento do processo não
necessita ser exatamente a apresentada na figura 2.1. De acordo com
Halevi e Weil (1995) o projeto lógico do plano de processo deve seguir
a seguinte ordem:
- Análise preliminar da peça mecânica.
- Seleção dos processos de usinagem (operações elementares), ferramentas
e parâmetros de corte.
- Grupagem dos processos dentro de operações (jobs).
- Seleção de máquinas-ferramenta.
- Seqüenciamento das operações de acordo com as relações de precedência
segundo as restrições de ordem: dimensional, tolerâncias geométricas,
tecnológica (desbaste antes de pré-acabamento) e econômicas (redução
do custo de produção e desgaste/quebra de ferramenta, por exemplo).
- Seleção dos dispositivos de fixação e referências dimensionais.
- Preparação final do arquivo com o plano de processo para a peça.
Nesta abordagem a seleção da máquina-ferramenta é feita após ter-se
escolhido os parâmetros de corte através dos métodos baseados no mínimo
tempo de produção (maior produtividade) ou menor custo de usinagem.
Por este método as restrições para escolha da máquina baseiam-se nas
condições tecnológicas de usinagem que irão definir a potência e a
velocidade requerida para a máquina a ser selecionada e outras restrições
disponíveis. Em planejamento do processo cada escolha feita em uma
atividade irá causar uma restrição nas atividade posteriores. Estas
restrições devem ser administradas para que se consiga definir planos
de processos exeqüíveis, realistas e com alternativas.
Segundo Wang & Li (1991) o planejamento do processo pode ser dividido
em dois estágios: planejamento do roteamento e projeto da operação
de usinagem. No primeiro caso faz-se um planejamento global dos processos
de fabricação de uma peça tendo como objetivo a determinação do conteúdo
e da sequência de operações no plano de processos. Os fatores considerados
são: material, especificações técnicas da peça, características da
matéria-prima, volume de produção, máquinas, ferramentas, sistemas
de medição, dispositivos de fixação, entre outros. Tendo-se identificado
as operações a serem executadas no planejamento de roteamento de operações
parte-se para o segundo estágio, o projeto das operações de usinagem.
A partir da listagem da ordem lógica das operações fornecida pelo
roteamento deve-se realizar um detalhamento do plano de processos
com as informações necessárias para as instruções de fabricação da
peça. De forma bastante semelhante a abordagem de Halevi & Weil (1995)
temos as seguintes atividades no estágio associado ao planejamento
do roteamento:
- Análise do desenho da peça.
- Seleção dos processos e rotas de usinagem para cada superfície da
peça a ser usinada (feature).
- Determinação do conteúdo de cada operação e o número de operações
de usinagem.
- Determinação da sequência de operações.
- Seleção das referências de apoio para cada operação.
- Arranjo de operações de tratamento térmico.
- Arranjo de operações auxiliares (inspeção, limpeza, etc).
As seguintes atividades são efetuadas no projeto de operações de usinagem:
- Seleção da máquina e ferramental para cada operação.
- Arranjo da sequência de operações elementares em cada operação.
- Determinação dos sobre-material para cada superfície a ser usinada.
- Determinação das cotas e tolerâncias de fabricação para cada operação.
- Determinação das condições de usinagem para cada operação.
- Estimativa de tempos padrões para cada operação.
As duas sistemáticas de divisão das atividades de planejamento do
processo (Hallevi x Wang) são bastante semelhantes sendo que um dos
aspectos que as difere é a ordem, o momento, onde se executa a atividade
associada à seleção da máquina-ferramenta. Na abordagem Wang & Li
(1991) esta atividade é a primeira a ser realizada no estágio de projeto
de operações de usinagem. Isto impõe uma forte restrição à tomada
de decisão associada às demais atividades e principalmente na determinação
das condições de usinagem para cada operação. A abordagem Halevi &
Weill (1995) é menos restritiva com relação a escolha da máquina quando
comparado a ordem de atividades de Wang & Li (1991) e analisando
o exemplo apresentado por Halevi e Weill (1995) no capítulo dez do
seu livro (``Example of fully-deceloped process plan'')
nota-se como o método tem consistência com um abordagem bastante lógica
e estruturada.
As duas abordagens mantêm uma estreita correlação e muitas vezes podem
ser utilizadas de forma complementar. No caso do estudo dirigido com
enfoque na tese de doutorado e na aplicação que se pretende desenvolver,
onde já se conhece uma das restrições para tomada de decisão que diz
respeito a máquina que será utilizada (Centro de Torneamento CNC)
a abordagem Wang & li (1991) parecer ser a mais racional, pois não
haverá máquinas alternativas para serem utilizadas. A partir deste
enfoque a abordagem de Halevi (1999) que aplica o Matrix Method
(QUEIROZ & LUCERO, 2001) como método de otimização baseada em planos
de processos alternativos perde o sentido por se estar trabalhando
apenas com uma máquina de comando numérico tendo como critério de
otimização a fabricação com o menor número possível de fixações da
peça na máquina e setup da ferramenta.
Desta forma busca-se uma otimização do sistema de usinagem MFFP (Máquina,
Dispositivo de Fixação, Ferramenta e Peça - MFTW em inglês) em função
da quantidade de fixações necessárias da peça para possibilitar a
execução de todo o plano de processo em uma única máquina. Por outro
lado pode-se trabalhar com planos de processos alternativos baseado
em operações alternativas a serem processadas em uma única máquina.
Em Ferreira & Wysk (2001) e Kiritsis & Porchet (1996) são apresentados
dois métodos para representação de planos de processos não lineares,
com alternativas, baseados em Grafos E/OU e Redes de Petri, respectivamente.
Os dois métodos serão tratados com mais detalhes nos capítulos seguintes.
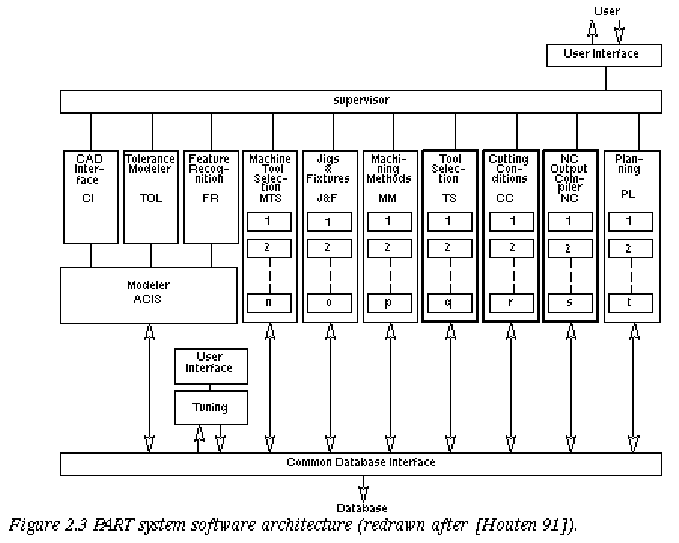
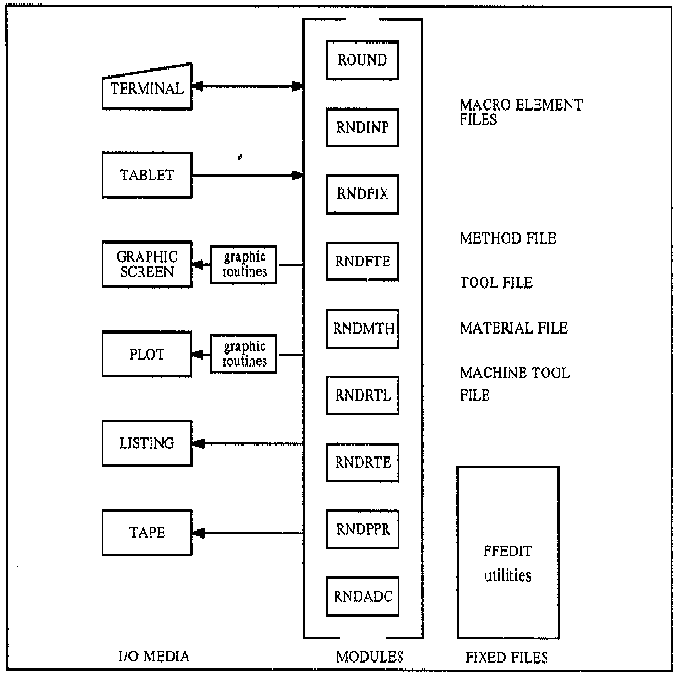
Os sistemas de planejamento do processo automatizados relatados na
literatura como ROUND, RNDFIX, XPLANES, PART e PARTS (HOUNTEN, 1991
e ERVE, 1985) implementam as seguintes funções de planejamento de
operações e processos:
- Interpretação do modelo de produto;
- Seleção de máquinas-ferramenta;
- Seleção de ferramentas;
- Determinação de setups;
- Projeto de fixações;
- Determinação dos métodos/operações de usinagem;
- Seleção de ferramentas de corte;
- Determinação das sequências de usinagem;
- Cálculo das trajetórias de ferramenta;
- Cálculo das condições de usinagem;
- Geração do programa NC;
- Planejamento de Capacidade.
Normalmente, nestes sistemas custo e Throughput são objetivos
secundários a serem obtidos e os recursos disponíveis (máquinas-ferramenta,
ferramentas de corte e mão-de-obra) são as restrições. A partir destes
recursos disponíveis deve-se buscar a elaboração de um plano de processo
exeqüível e realista.
É um planejamento geral onde se faz a análise da peça determinando
as operações necessárias à sua fabricação e estabelecendo uma rota
de processo para fabricação da peça. A seguir são apresentadas as
etapas associadas a este estágio do planejamento do processo baseado
nos trabalhos de Wang & Li (1991) e Rezende (1996).
Como o desenho da peça é a base para a geração do plano de processo,
a sua análise deve ser o primeiro passo para a definição da rota do
processo. A análise a ser empreendida deve considerar os fatores:
As peças fabricadas por usinagem apresentam formas e tamanhos variados,
contudo é possível descrever uma peça em termos de formas básicas
como cilindros, planos, cones, etc. Uma análise cuidadosa da estrutura
da peça é importante, pois a seleção do método de usinagem a utilizar
para cada superfície é função da sua forma básica. Por exemplo, uma
superfície cilíndrica externa é feita, normalmente, num torno. As
dimensões de cada superfície também são de grande importância, pois
dentro de um mesmo tipo de superfície, diferentes operações poderão
ser necessárias, como no caso de uma superfície de revolução que pode
se apresentar na forma de um eixo, um disco, um anel ou um tubo. Assim,
se o processista conhece as formas básicas e as dimensões de uma peça
saberá quais são os métodos de usinagem mais adequados.
Uma superfície é dita crítica quando mantém contato com as superfícies
de outras peças, já as que não apresentam este tipo de contato são
ditas menos críticas. As superfícies críticas são aquelas que apresentam
maior exigência de precisão. Desta forma, o planejamento do processos
deverá dar maior prioridade às operações feitas nestas superfícies.
Com base na precisão e acabamento especificados para uma superfície
crítica, se determina qual o método de usinagem a ser utilizado na
operação de acabamento. As operações de desbaste e semi-acabamento
são determinadas em função do método especificado para o acabamento.
Assim o processista tem idéia dos principais métodos de usinagem que
serão utilizados.
As propriedades mecânicas do material de uma peça são um fator importante
na seleção do método de usinagem, pois apresentam grande influência
nas condições de corte que poderão ser utilizadas. Como tratamentos
térmicos alteram as propriedades mecânicas, devem ser observados com
cuidado.
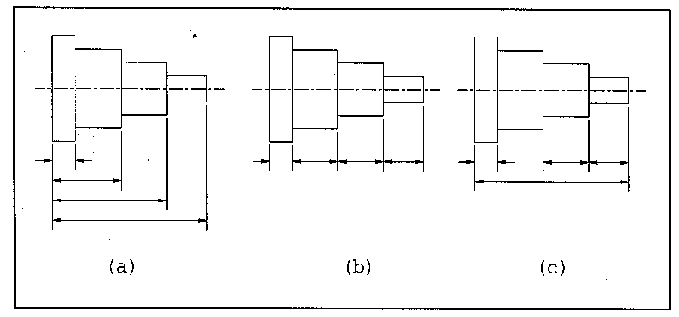
As dimensões entre as superfícies de uma peça podem ser apresentadas
de três formas. A figura 2.2 (a) mostra a cotagem paralela,
onde todas as dimensões se referem a uma única superfície. A figura
2.2 (b) mostra a cotagem em série. A figura 2.2
(c) mostra a cotagem combinada, que por sinal, é o método mais comum
de dimensionamento de peças. A forma como as superfícies de uma peça
são dimensionadas influencia na seqüência de operações, pois segundo
WANG e LI (1991), o princípio de coincidência de cotas deve ser seguido.
Figure:
Diferentes formas de dimensionamento (a) cotagem
paralela (b) cotagem em série (c) cotagem combinada
|
|
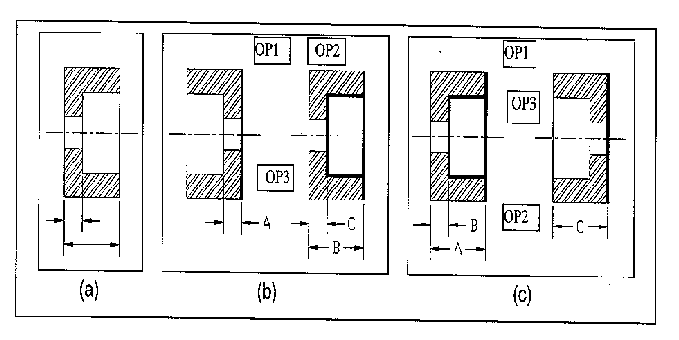
A figura 2.4 (a) mostra o desenho de uma peça com suas
respectivas cotas. As figuras 2.4 (b) e (c) mostram duas
possíveis formas de usinar a peça. Na seqüência apresentada em (b),
as dimensões do desenho serão diretamente obtidas na fabricação, ou
seja, ocorre a coincidência entre cotas de projeto e de fabricação.
Na seqüência apresentada em (c) duas dimensões de projeto serão obtidas
numa única operação de usinagem, o que leva, inevitavelmente, a uma
redução nas tolerâncias desta operação, pois será necessária uma transferência
de cotas (LOPES, 1983). Assim, a seqüência apresentada em (b) é, obviamente,
mais adequada que a apresentada em (c). Percebe-se então, que a seqüência
de usinagem é função das cotas do desenho da peça.
Figure:
Diferentes alternativas de seqüências de usinagem
de uma peça. (a) desenho da peça (b) seqüência adequada (c) seqüência
incorreta.
|
|
A seleção do método de usinagem de uma determinada superfície é uma
das etapas mais importantes do planejamento do processo, pois o método
utilizado está diretamente ligado à precisão obtida e aos custos de
produção. Para que o processista possa escolher adequadamente um método
de usinagem, é necessário que tenha conhecimento dos diversos processos
disponíveis, assim como das características que os cercam, como máquinas
e ferramentas necessárias.
Como processos convencionais de usinagem pode-se citar: torneamento,
furação, fresamento, mandrilamento, retificação, entre outros. Para
a usinagem de peças complexas ou de materiais de baixa usinabilidade
(ligas de alta dureza), utilizam-se processos não-convencionais de
usinagem como: eletro-erosão (EDM), usinagem eletroquímica (ECM),
usinagem por ultrasom, etc.
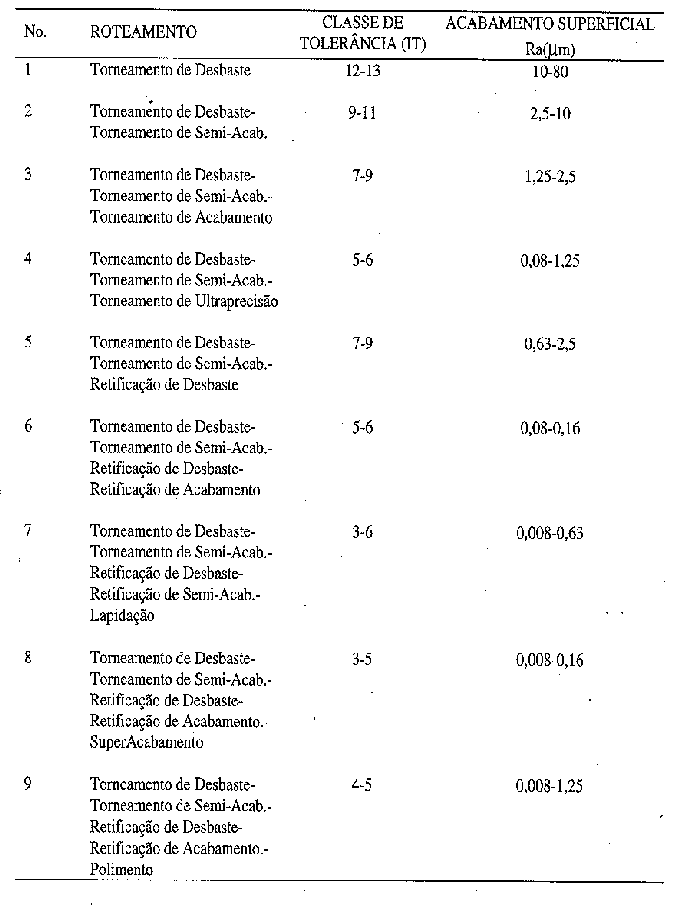
Cada método de usinagem pode garantir uma certa precisão, sob determinadas
condições. A tabela 2.1 mostra a precisão e o acabamento
superficial, que podem ser obtidos por diversos processos, na usinagem
de uma superfície cilíndrica externa. É importante observar que estes
dados se referem a condições padrão de máquinas, ferramentas, condições
de corte e operador.
Table:
Precisão e acabamento superficial, obtidos por diversos
processos, na usinagem de uma superfície cilíndrica externa.
| PROCESSO |
CLASSE DE TOLERÂNCIA (IT) |
ACABAMENTO SUPERFICIAL Ra(mm) |
| Torneamento |
|
|
| Desbaste |
| Semi-Acabamento |
| Acabamento |
| Ultraprecisão |
|
|
| 10-80 |
| 2,5-10 |
| 1,25-2,5 |
| 0,08-1,25 |
|
| Torneamento de Canais |
|
|
| Em um passe |
| Em dois passes |
|
|
|
| Retificação |
|
|
| Desbaste |
| Semi-Acabamento |
| Acabamento |
|
|
| 0,63-2,5 |
| 0,16-0,63 |
| 0,08-0,16 |
|
| Lapidação |
|
|
| Semi-Acabamento |
| Acabamento |
|
|
|
| Super-Acabamento |
3-5 |
0,008-0,16 |
| Polimento |
3-5 |
0,008-1,25 |
A seleção de um método de usinagem, para uma dada superfície, deve
considerar os seguintes fatores principais:
- forma da superfície;
- dimensões da superfície;
- precisão e acabamento superficial requeridos;
- forma geral da peça;
- peso da peça;
- material da peça e tratamento térmico aplicado;
- volume de produção.
Para a seleção de métodos de usinagem para uma peça, determina-se,
em primeiro lugar, o método de usinagem para a operação final das
superfícies mais críticas. A tabela 2.2 a seguir mostra
rotas de usinagem que podem ser utilizadas para uma superfície cilíndrica
externa.
Table:
Rotas de usinagem para superfície cilíndrica externa
 |
Uma rota de processo pode ser dividida em diferentes etapas, quais
sejam:
- desbaste. Grande parte do material da peça em bruto é removida através
de uma operação de desbaste, ou seja, este tipo de operação visa dar
à peça uma forma próxima à final. Sendo assim, o importante é a taxa
de remoção de material e não o acabamento da superfície;
- semi-acabamento. O objetivo deste tipo de operação é, para superfícies
menos críticas, obter o acabamento final. Já para superfícies críticas
serve de preparação para a operação de acabamento;
- acabamento. Tem como objetivo garantir que superfícies críticas tenham
a precisão e acabamento superficial requeridos. Sendo assim, a quantidade
de material removida num passe de acabamento é mínima.
A divisão de uma rota de processo em etapas pode ser explicada com
base nos seguintes motivos:
- redução da influência da deformação da peça na precisão das superfícies
usinadas. Durante uma operação de desbaste, devido às severas condições
de corte utilizadas, a peça fica submetida a grandes esforços, os
quais provocam deformações. As dimensões obtidas, após o desbaste,
são então afetadas pela deformação da peça. Como os esforços são menores
numa operação de semi-acabamento e ainda mais reduzidos numa operação
de acabamento, a deformação da peça, em cada etapa, será menor e as
dimensões finais estarão mais próximas das desejadas;
- detectar defeitos internos no material o mais cedo possível. Se uma
peça apresenta defeitos internos, que não podem ser corrigidos, todo
trabalho de usinagem que for feito nesta peça será perdido. Assim,
a detecção de prováveis defeitos deve ser executada o mais cedo possível.
Em uma peça que apresente defeitos internos, estes serão revelados,
muito provavelmente, durante as operações de desbaste e portanto o
agrupamento destas operações em uma etapa torna a detecção dos defeitos
mais rápida;
- evitar que superfícies acabadas sejam danificadas. Durante a fixação,
o processo de corte e o transporte de uma peça, esta fica sujeita
a choques que podem danificar suas superfícies. A execução de todas
as operações de desbaste e semi-acabamento antes do acabamento diminui
esta possibilidade.
A decisão por dividir uma rota de processo em etapas dependerá do
grau de influência da deformação da peça na precisão. Para peças precisas
de pequena rigidez a divisão do processo em etapas é de grande utilidade.
Para peças de baixa precisão e de grande rigidez a divisão do processo
em etapas não é tão importante assim (inclusive deve ser evitada),
já que eleva os custos de produção (pois aumenta a quantidade de setups)
e não traz benefícios.
Um aspecto que não pode ser esquecido, durante a divisão do processo
em etapas, é a necessidade de acabamento das superfícies de referência
para a fabricação mesmo durante o desbaste.
Antes de introduzir os conceitos de concentração e separação de operações
é necessário que se tenha uma definição mais precisa do significado
de operação, assim como da terminologia utilizada.
Um processo de fabricação é composto por um conjunto de operações
que garantem que a matéria-prima seja convertida no produto acabado,
sendo assim, o componente básico do processo de fabricação é a operação.
Uma operação fica caracterizada quando é definido o equipamento e
a peça em que é realizada. Uma operação é constituída por um conjunto
de operações elementares. Uma operação elementar fica caracterizada
quando não há mudança da ferramenta, da superfície usinada e das condições
de corte utilizadas. Uma operação elementar é composta por um conjunto
de passes. Um passe é caracterizado por um movimento único da ferramenta
na direção do avanço ao longo da superfície usinada.
Para a execução de uma operação, são necessárias várias atividades
(fixar a peça, trocar ferramentas, ligar a máquina-ferramenta, avançar
a ferramenta até que toque na peça, medir a superfície usinada, etc).
Dentre estas, o setup da peça é uma atividade de grande importância.
O setup consiste no posicionamento e fixação da peça. Se
uma operação é executada com um único posicionamento e fixação da
peça então diz-se que é realizada em um único setup.
Após a seleção dos métodos de usinagem e a definição das etapas do
processo, a usinagem das superfícies que são executadas na mesma etapa
pode ser organizada em operações. O número de operações presentes
num processo de fabricação depende do critério utilizado para a organização
das operações: concentração ou separação.
O conceito de concentração diz que cada operação deve ser formada
pelo maior número possível de operações elementares. O conceito de
separação diz que cada operação deve ser o mais simples possível.
Percebe-se então, que são conceitos antagônicos.
A concentração de operações é caracterizada por operações complexas
e em pequeno número, resultando em:
- simplificação da programação/escalonamento da produção devido ao menor
número de operações;
- diminuição do tempo de manuseio da peça, pois o número de setups
também diminui;
- utilização de equipamentos mais sofisticados;
- necessidade de operadores de máquinas mais capacitados devido à maior
complexidade das operações.
A separação de operações é caracterizada por operações simples e em
grande número, resultando em:
- menores exigências de equipamento e ferramental;
- preparação de máquina mais simples;
- escalonamento da produção mais complicado.
A decisão pela concentração ou separação das operações baseia-se nos
seguintes fatores:
- processo dividido em etapas. Quando a fabricação da peça deve ser
dividida em etapas de desbaste, semi-acabamento e acabamento, as operações
elementares de diferente natureza não podem ser agrupadas em uma operação;
- volume de produção. Para pequenos volumes de produção adota-se sempre
o conceito de concentração, visando simplificar a programação da produção.
Quando se trabalha com grandes volumes de produção dois caminhos podem
ser seguidos: separação das operações. É adotada em plantas com equipamentos
tradicionais. A eficiência do processo se baseia na simplicidade das
operações; Concentração das operações. É adotada quando se dispõe
de equipamentos avançados (máquinas CNC);
- tamanho e peso da peça. Para peças grandes e pesadas (difíceis de
manusear) adota-se a concentração.
As operações de tratamento térmico, utilizadas em uma peça, são selecionadas
com base em especificações de projeto ou necessidades do processo
de fabricação. Dentre os tratamentos térmicos mais comumente utilizados
pode-se citar: recozimento, normalização, envelhecimento, têmpera
e revenido. As operações de usinagem assim como a qualidade da peça
são influenciadas pelo tratamento térmico selecionado. Para que um
correto seqüenciamento das operações seja feito, é necessário que
tanto o objetivo de cada tratamento térmico quanto seu impacto na
qualidade da superfície obtida sejam cuidadosamente analisados.
Além das operações de usinagem e de tratamentos térmicos, algumas
operações auxiliares são definidas, num plano de processo. Operações
auxiliares são aquelas que não estão diretamente relacionadas com
a produção da peça. Dentre as operações auxiliares mais comuns pode-se
citar: inspeção dimensional, superficial, pesagem e limpeza. Em geral
as operações auxiliares são efetuadas depois das operações de usinagem.
É um planejamento específico, onde cada operação definida no roteamento
do processo é detalhada em termos de máquinas, ferramentas, superfícies
de referência para a fabricação, dispositivos de fixação, condições
de corte, etc.
As etapas presentes no planejamento detalhado das operações são apresentadas
a seguir.
A máquina-ferramenta selecionada para uma dada operação influi tanto
na precisão quanto na produtividade e no custo de usinagem. Na seleção
de uma máquina-ferramenta os seguintes fatores devem ser observados:
- a precisão da máquina deve ser adequada à precisão requerida pela
operação;
- a área de trabalho da máquina deve apresentar dimensões compatíveis
com as da peça que será usinada;
- a potência da máquina deve ser suficiente para a execução da operação;
- a rigidez da máquina deve se manter durante o corte;
- a produtividade da máquina deve ser adequada ao volume de produção
desejado;
- as máquinas disponíveis devem ser, sempre que possível, utilizadas.
A seleção de ferramentas de corte leva em conta vários aspectos (geometria,
material, tamanho, rigidez, etc) que dependem em grande parte do método
de usinagem, da estratégia adotada, das dimensões da superfície a
ser trabalhada, do material da peça e da precisão desejada. Sempre
que possível deve-se optar por ferramentas padronizadas.
Um algoritmo para seleção de ferramentas de corte, que tem por objetivo
minimizar o número de ferramentas selecionadas para a execução de
uma peça é apresentado por ERVE (1988).
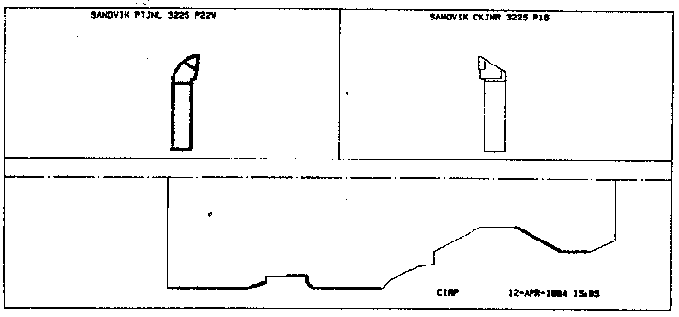
Um fabricante de ferramentas (SANDVIK, 1993) sugere como opção inicial,
a seleção de ferramentas de uso geral (ampla gama de aplicação). Se
os resultados da utilização desta ferramenta não forem satisfatórios,
ferramentas específicas são apresentadas para cada tipo de corte e
material.
Dispositivos de fixação são necessários para sujeitar a peça na máquina-ferramenta.
Sempre que possível deve-se utilizar dispositivos de fixação padronizados
como placas, pinças e prismas. Dispositivos específicos são utilizados
somente quando absolutamente necessário, para garantir a precisão
ou aumentar a produtividade. Quando o volume de produção é pequeno
e o produto apresenta mudanças freqüentes, dispositivos de fixação
específicos tendem a aumentar os tempos de preparação e os custos
de produção. Detalhes sobre a seleção de dispositivos de fixação podem
ser encontrados na referência Liou e Suen (1992).
Todas as cotas que aparecem em um desenho são definidas em relação
a uma referência. Para o planejamento do processos as seguintes referências
são de grande importância:
- referência de projeto: é um ponto, linha ou superfície a partir do
qual a posição de um outro ponto, linha ou superfície é definida em
um desenho de projeto. As dimensões num desenho de projeto são chamadas
de dimensões de projeto;
- referência de fabricação: é um ponto, linha ou superfície a partir
do qual a posição de uma superfície, que deve ser usinada, é definida
em um desenho de fabricação. As dimensões num desenho de fabricação
são chamadas de dimensões de fabricação;
- referência de posicionamento: é uma superfície da peça que define
a sua posição, na direção da dimensão de fabricação, para a sua fixação
na máquina-ferramenta. Assim, a posição da superfície a ser fabricada,
em relação à ferramenta utilizada, depende da referência de posicionamento;
- referência de medição: é um ponto, linha ou superfície a partir do
qual a posição de uma determinada superfície é medida após a usinagem;
- referência de montagem: é um ponto, linha ou superfície que determina
a posição de uma peça em um conjunto, ou a posição de um subconjunto
em uma máquina.
As dimensões de projeto, juntamente com suas tolerâncias, representam
restrições a que cada elemento da peça está submetido. Uma dimensão
de projeto é definida com base em requisitos funcionais de cada elemento.
Já as dimensões de fabricação, com as respectivas tolerâncias, representam
os requisitos que os processos de fabricação devem satisfazer. As
dimensões de fabricação são elaboradas de tal forma que as dimensões
de projeto sejam sempre garantidas. Percebe-se então, que há uma relação
direta entre referências e dimensões de projeto e fabricação.
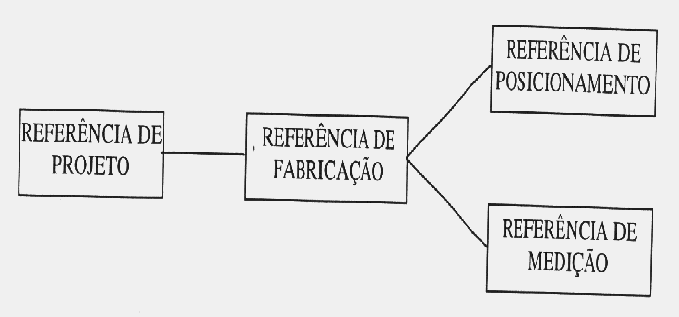
Por outro lado, a seleção de métodos de posicionamento e medição estão
diretamente relacionados às dimensões de fabricação. Na verdade, as
referências de projeto, posicionamento e medição são conectadas através
da referência de fabricação, como ilustrado na figura 2.4.
Figure:
Relação entre referências de projeto, fabricação,
posicionamento e medição nas superfícies de uma peça.
|
|
A referência de fabricação é a entidade a partir da qual a posição
da superfície que será usinada é cotada. Na operação de acabamento
de uma superfície, se a referência de fabricação é a mesma da referência
de projeto, então a dimensão e a tolerância de fabricação serão obtidas
diretamente da dimensão e tolerância de projeto. Caso não ocorra a
coincidência entre referências de fabricação e projeto, há então,
a necessidade de realizar uma transferência de cotas (LOPES, 1983).
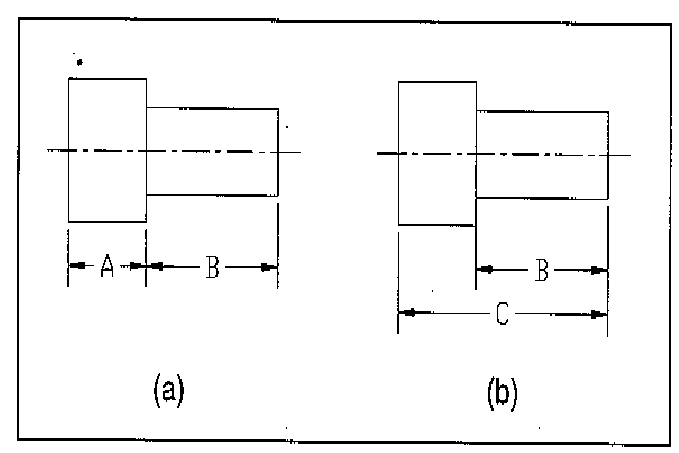
A figura 2.5(a) mostra o desenho de projeto de uma peça.
A figura 2.5(b) mostra o desenho de fabricação da mesma
peça. A cota ``C'', assim como a sua tolerância, são determinadas
através da transferência de cotas.
As tolerâncias das cotas recebem as denominações:
cota A =  a
a
cota B = b
cota C = c
Figure:
Situação onde as referências de projeto e fabricação
não são as mesmas. (a) Projeto. (b) Fabricação.
|
|
A cota ``A'' será obtida indiretamente através da cota ``C''.
As dimensões de fabricação devem garantir que as dimensões de projeto
sejam atendidas. O valor da cota C e da sua tolerância são então calculados
(LOPES, 1983):
C=A+B (1);
c=a-b;
(2);
Observa-se que há uma redução na tolerância de fabricação (isto é,
c<a). Isto significa que pode haver
a necessidade de um processo de fabricação mais preciso, que certamente
terá um maior custo. O mesmo raciocínio pode ser desenvolvido com
relação à coincidência entre referências de fabricação/posicionamento
e fabricação/medição.
De acordo com o exposto anteriormente, percebe-se que não havendo
coincidência entre referências de fabricação e referências de projeto,
posicionamento e medição, resulta num estreitamento das tolerâncias,
o que deve ser evitado. Este é o chamado princípio de coincidência
de referências. É importante observar que nem sempre é possível seguir
este princípio, já que as referências para posicionamento e medição
nem sempre poderão coincidir com a referência de projeto.
Na seleção de referências para a fabricação de operações finais (de
acabamento) as seguintes regras devem ser utilizadas:
- as referências de fabricação devem ser adequadas para a medição, para
que possam ser diretamente inspecionadas;
- as referências de projeto devem ser utilizadas como referências para
a fabricação sempre que possível, para evitar a transferência de cotas
e a conseqüente redução de tolerâncias de fabricação;
- as referências de fabricação devem coincidir com as referências de
posicionamento, para que não haja necessidade de transferência de
cotas e a conseqüente redução de tolerâncias de fixação.
O sobre-metal é uma camada de material que deve ser removida da peça
em bruto para que se obtenha a dimensão e acabamento desejados. O
sobre-metal retirado em uma dada operação é chamado de sobre-metal
parcial, enquanto o sobre-metal que é retirado durante todo o processo
de usinagem de uma superfície é chamado de sobre-metal total.
A cada operação em uma superfície está associada uma dimensão que
deve ser obtida. O sobre-metal a ser retirado numa operação depende
das tolerâncias desta operação assim como das tolerâncias da operação
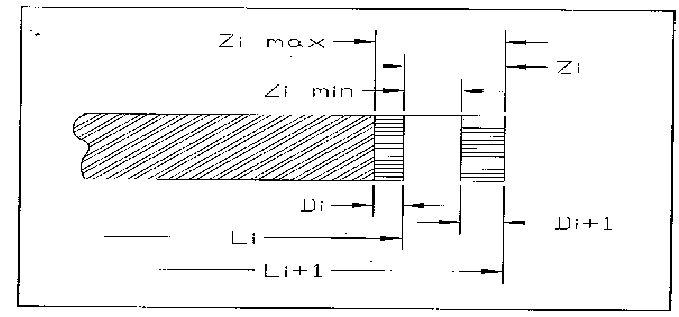
anterior. A figura 2.6 mostra uma superfície que tem dimensão
L
 (com tolerância D
) que
será usinada até a dimensão L
(com tolerância D
) que
será usinada até a dimensão L (com tolerância
D). O valor nominal do sobre-metal é Z
(com as variações Z
(com tolerância
D). O valor nominal do sobre-metal é Z
(com as variações Z e Z
e Z ).
).
Figure:
Superfície que será usinada mostrando dimensões
e sobre-metal parcial com respectivas tolerâncias.
|
|
O sobre-metal adotado para as operações executadas numa superfície
influencia de forma significativa na qualidade final e na produtividade
do processo. Uma camada excessiva de sobre-metal leva a um consumo
exagerado de material, perda de tempo e de recursos, o que eleva os
custos de produção e diminui a produtividade. Se a camada de sobre-metal
é muito fina, a rugosidade superficial e a camada afetada pela operação
anterior não serão completamente removidas, o que pode levar a uma
qualidade superficial inadequada.
A determinação de sobre-metais deve considerar os aspectos:
- qualidade superficial da operação anterior: todo processo de usinagem
deixa, na superfície trabalhada, uma rugosidade e uma camada afetada
pelo corte, que são proporcionais ao sobre-metal utilizado. Cada operação
posterior visa remover a rugosidade superficial e a camada afetada,
produzida pela operação anterior, ao mesmo tempo em que aumenta a
precisão dimensional e qualidade superficial. A qualidade e precisão
finais de uma superfície são então obtidas com a redução gradual da
camada afetada pelo corte e da rugosidade superficial de cada operação.
A figura 2.6 mostra as dimensões obtidas pelas operações executadas
numa superfície plana externa, juntamente com os sobre-metais adotados;
- tolerância da operação anterior: para garantir que o sobre-metal de
uma operação seja suficiente para remover a rugosidade superficial
e a camada afetada pelo corte anterior, deve-se ter em mente a tolerância
dimensional obtida na operação anterior. A figura 2.6 mostra que o
valor de Z
 (L
-D
-L)
e portanto depende da tolerância obtida na operação anterior (D
).
(L
-D
-L)
e portanto depende da tolerância obtida na operação anterior (D
).
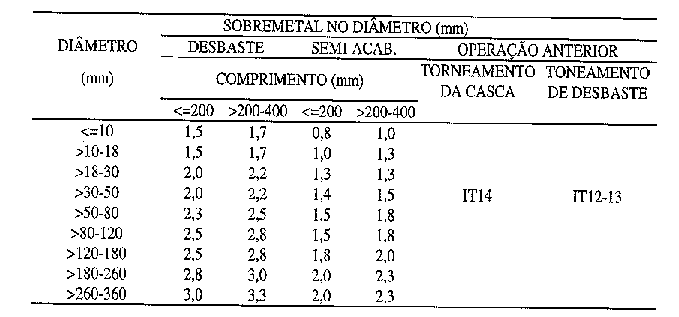
Com o objetivo de facilitar a determinação de sobre-metais, foram
construídas tabelas de recomendações, como a tabela 2.3, que traz
valores de sobre-metais a utilizar em operações de torneamento de
superfícies cilíndricas externas.
Table:
Sobre-metal que deve ser utilizado no torneamento
de uma superfície cilíndrica externa.
 |
Cada dimensão de projeto, com as respectivas tolerâncias, é obtida
através de uma série de operações de usinagem. Em cada operação executada
numa superfície, busca-se obter uma dada dimensão e acabamento superficial.
A dimensão da operação final executada em uma dada superfície é determinada
com base na dimensão estabelecida em projeto para aquela superfície.
A dimensão de cada operação preparatória é determinada em função do
sobre-metal estabelecido para a operação seguinte. Assim, as dimensões
são calculadas na ordem inversa da sua execução.
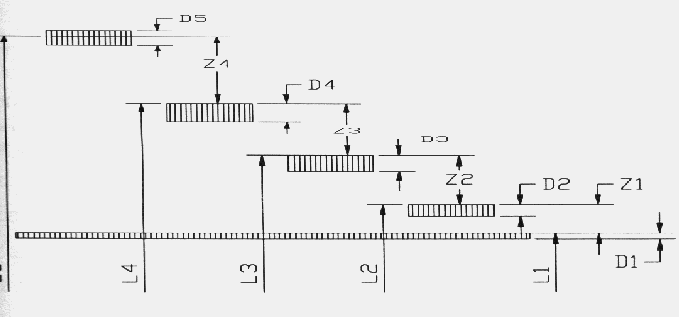
A figura 2.7 mostra a relação entre as dimensões das operações
e os sobre-metais adotados para cada operação executada em uma superfície
plana. L é a dimensão da operação final (com tolerância
D). L
é a dimensão da operação final (com tolerância
D). L , L
, L e L
e L são as dimensões
das operações preparatórias (com tolerâncias D, D
e D respectivamente). L
são as dimensões
das operações preparatórias (com tolerâncias D, D
e D respectivamente). L é a dimensão da matéria-prima
bruta (com tolerância D). Observa-se que a dimensão de
uma operação precedente é dada pela soma da dimensão e do sobre-metal
da operação atual (L=L+Z; L=L+Z;
etc).
é a dimensão da matéria-prima
bruta (com tolerância D). Observa-se que a dimensão de
uma operação precedente é dada pela soma da dimensão e do sobre-metal
da operação atual (L=L+Z; L=L+Z;
etc).
Figure:
Dimensões das operações executadas numa superfície
plana externa, juntamente com os sobre-metais adotados.
|
|
As tolerâncias de cada operação dependem do processo de usinagem utilizado.
Normalmente a tolerância da operação final é aquela especificada em
projeto. A tolerância de cada operação preparatória é determinada
em função da precisão que pode ser obtida no processo escolhido para
a sua execução. As tolerâncias escolhidas para um processo são de
grande importância, pois, se forem muito estreitas, métodos precisos
deverão ser utilizados, se forem muito largas, ocorrerá uma grande
variação no sobre-metal da operação seguinte, o que pode impedir que
se consiga a precisão e qualidade superficial desejados.
As condições de corte utilizadas numa operação influenciam de forma
bastante significativa na precisão dimensional e na qualidade superficial
obtidas, assim como na vida da ferramenta e produtividade de um processo.
A seleção de condições de corte envolve a determinação de três parâmetros:
profundidade, avanço e velocidade de corte. O primeiro passo é a determinação
da profundidade de corte (ap). Se é possível a execução da operação
em um único passe, então a profundidade de corte é determinada em
função do sobre-metal. Em operações de desbaste, a profundidade de
corte é função da potência da máquina-ferramenta, do comprimento da
aresta de corte, da rigidez da peça, do método de fixação, etc. Desta
forma, podem ser necessários vários passes de usinagem para a remoção
do sobre-metal, com profundidades de corte menores. A profundidade
de corte está sempre associada à natureza da operação executada. Operações
de semi-acabamento e acabamento geralmente são realizadas em um único
passe devido ao pequeno sobre-metal utilizado.
Uma vez que a profundidade de corte tenha sido determinada, deve-se
selecionar um avanço (f) adequado. O avanço utilizado depende da capacidade
da máquina-ferramenta (para operações de desbaste) e da qualidade
superficial desejada (para operações de semi-acabamento e acabamento).
Com os valores de ap e f determinados segue-se ao cálculo da velocidade
de corte (vc). Aqui, de acordo com a teoria da economia da usinagem
(STEMMER, 1993), pode-se determinar a velocidade mais adequada à máxima
produção ou ao mínimo custo.
Como o objetivo de utilizar condições ótimas de corte, diferentes
metodologias são utilizadas. HUANG (1988) apresenta uma metodologia
de otimização baseada no diagrama ap x f. SILVA (1994) apresenta uma
proposta de otimização de condições de corte baseada no ajuste dos
coeficientes da equação expandida de Taylor, a partir de dados experimentais,
para cada par material-ferramenta.
Os tempos padrão estabelecidos para as operações são a base para o
planejamento da produção, levantamento de custos, etc. O tempo padrão
é o tempo necessário para a execução de uma operação, sob condições
bem determinadas.
Depois que o conjunto de processos de fabricação foi completamente
planejado, deve ser devidamente documentado. Aqui duas formas de documentos
são elaboradas: o roteamento e o plano de operações. Estes documentos
são a base para a organização do chão-de-fábrica assim como para a
realização de cada operação.
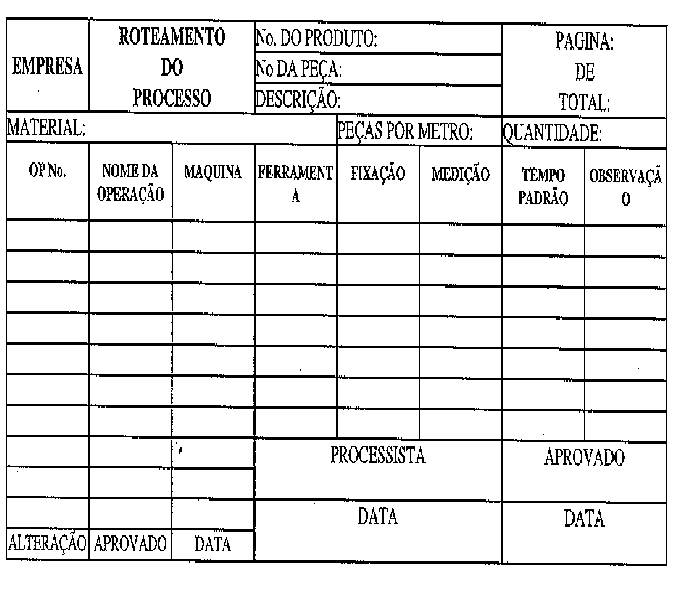
O roteamento mostra o processo de fabricação da peça como um todo.
Contém as operações do processo, equipamentos e ferramentas que devem
ser utilizados em cada operação e tempos estimados para cada operação.
A figura 2.8 mostra o esboço de um roteamento de processo.
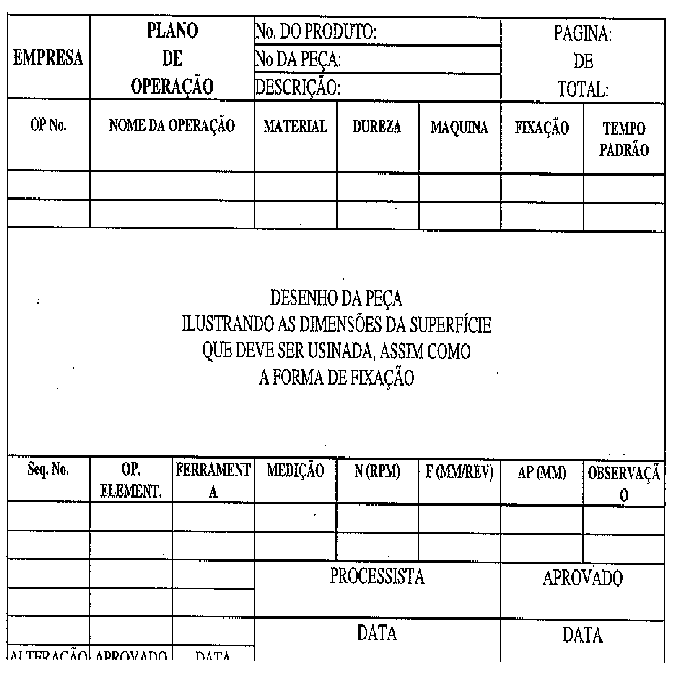
O plano de operações é um documento detalhado para cada operação,
que informa ao operador como cada operação deve ser executada. Contém
informações de como a peça deve ser fixada, seqüência de operações
elementares, equipamento e ferramentas a utilizar, condições de corte
que devem ser adotadas, etc. Para que a operação seja claramente entendida,
é comum colocar um desenho da peça, no plano de operações, ilustrando
a superfície que deve ser usinada, assim como as dimensões e tolerâncias
que devem ser alcançadas. A figura 2.9 mostram o esboço
de um plano de operações.
Figure:
Esboço de um roteamento de processo.
|
|
Figure:
Esboço de um plano de operações.
|
|
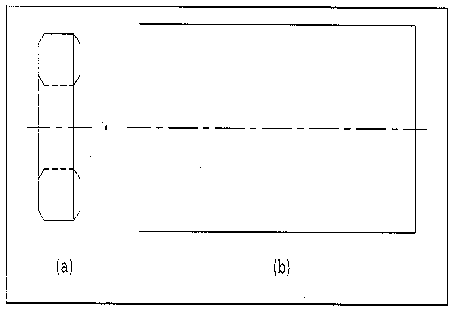
Quando se faz um plano de processo para uma determinada peça, uma
série de operações são estabelecidas, de forma que seja possível fabricar
a peça a partir de uma dada matéria-prima. Tome-se como exemplo, a
fabricação de um anel a partir de uma barra (figura 2.10).
Figure:
(a) Anel a ser fabricado. (b) Barra utilizada como
matéria-prima.
|
|
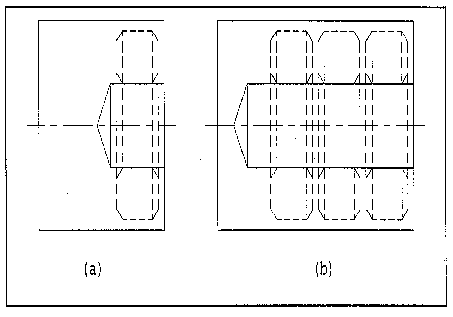
Uma das operações que devem ser realizadas é a furação da barra, até
que o diâmetro interno do anel seja atingido. Vários detalhes do processo
referentes à operação de furação, como a escolha de ferramentas, depende
de dois parâmetros básicos que devem ser definidos: diâmetro e profundidade
do furo.
Quando se pensa na produção de uma única peça, o plano de processos
por peça irá determinar uma operação de furação com profundidade igual
ao comprimento da peça (figura 2.11a). Contudo, quando
se pensa na execução de um lote de peças, pode ser bem mais interessante
a execução de um furo mais profundo, de forma que o diâmetro interno
de várias peças seja garantido em uma única operação de furação (figura
2.11b). Esta operação estaria presente num plano de processos
por lote.
Figure:
(a) Furação para uma única peça. (b) Furação para
várias peças de uma só vez.
|
|
O plano de processos de um dado lote é obtido através de algumas modificações
feitas no plano de processos da peça. É importante observar que pequenas
modificações nas operações necessárias podem levar a uma escolha bem
diferente de ferramentas, máquinas, etc.
Dependendo do nível de integração entre as atividades do ciclo produtivo
de uma dada empresa, algumas atividades podem ser realizadas em tempo
real. Quando tal situação é encontrada na geração de planos de processo,
diz-se que o plano é on-line. Isto porque todo o plano é
gerado em função de recursos disponíveis no momento. Caso os planos
de processo sejam gerados com uma certa antecedência, não haverá como
garantir que os recursos selecionados realmente estarão disponíveis
no momento da execução das operações. A este tipo de planejamento
do processos, dá-se o nome de plano off-line. Neste caso, é comum
a seleção de recursos alternativos, que poderão ser utilizados na
execução das operações, caso os recursos principais não estejam disponíveis.
Para que seja possível a utilização de sistemas CAPP para a geração
de planos on-line, a abordagem de sistemas generativos se
torna essencial, assim como o compartilhamento de dados com um sistema
de planejamento da produção (MRP).
Neste capítulo será apresentada uma compilação das principais estratégias
e técnicas utilizadas na resolução dos principais problemas relacionados
as atividades/funções de planejamento do processo apresentados no
capítulo anterior nos tópicos relacionados às etapas dos estágios
de planejamento do processo: roteamento e projeto. Maiores detalhes
dos métodos, algoritmos, regras, fórmulas e heurística poderão ser
obtidos em Hang & Li (1991), Halevi & Wein (1995), Halevi (1999),
Rezende (1996), Porchet & Kiritsis (1996), Ferreira & Wysk (2001),
Sandvik (1994), SME (1991), Rezende (1996).
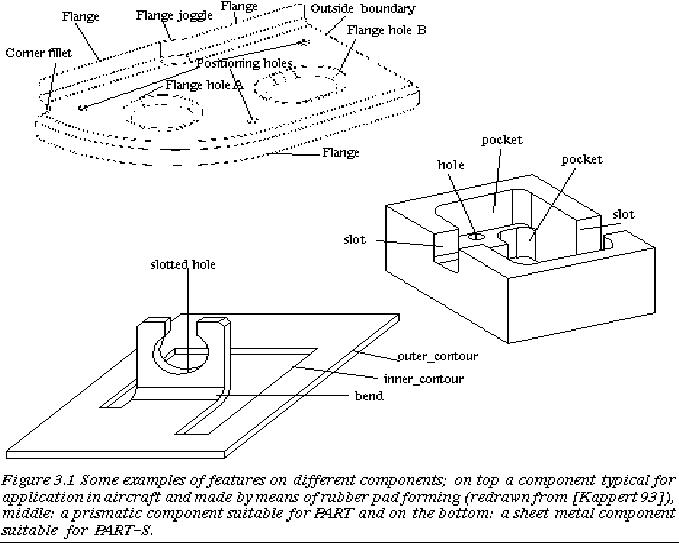
Uma peça é composta por um determinado número
de features typeset@protect
@@footnote
SF@gobble@opt
Features são elementos físicos de uma peça que têm um significado
específico para alguma função de engenharia (HOUNTEN, 1991). O Capítulo
4 apresenta um detalhamento sobre features.
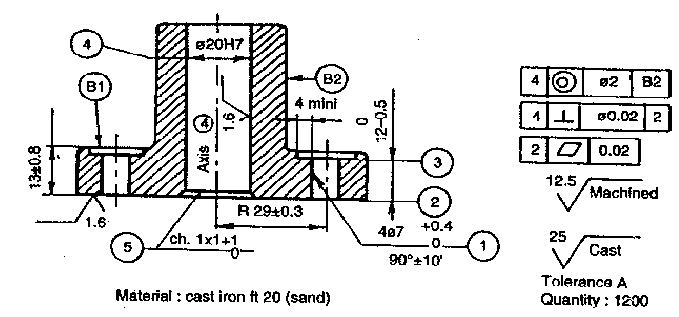
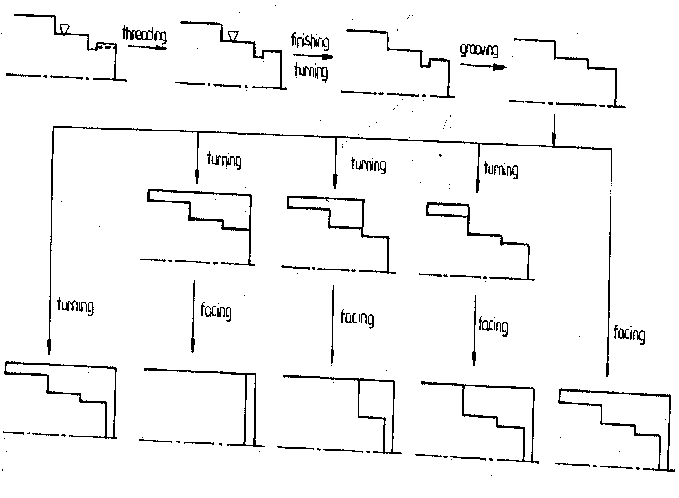
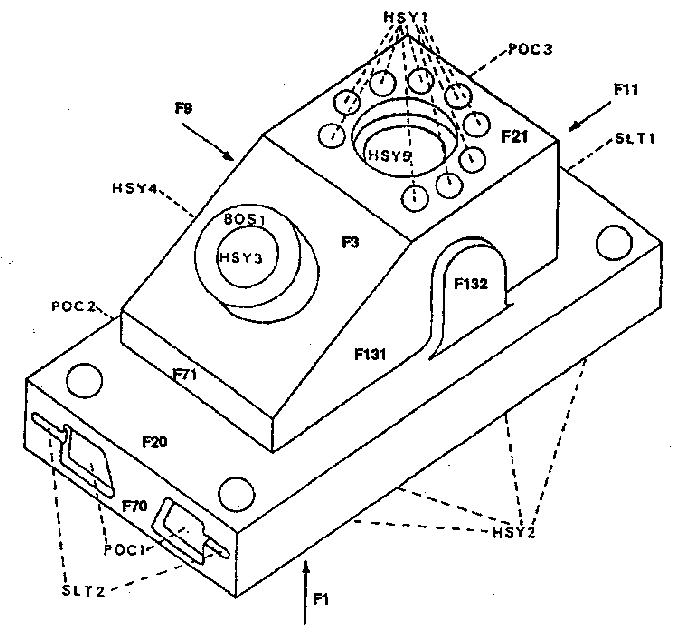
que é produzida por uma sucessão de operações de usinagem de diferentes
tipos. A figura 3.1 apresenta o projeto de uma peça mecânica
constituída por nove features de projeto a serem usinadas.
Figure:
Peça exemplo (HALEVI e WEILL, 1995; SUNDARAM, 1986)
|
|
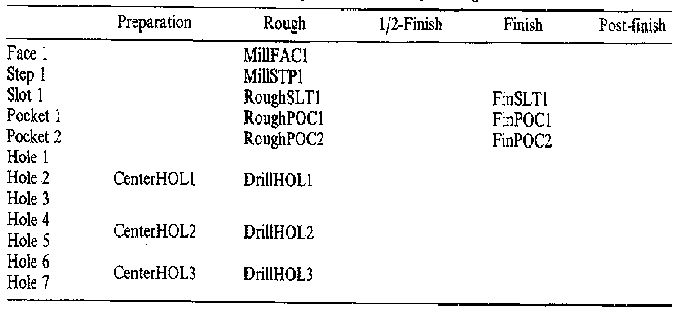
A tabela 3.1 apresenta uma descrição dos processos e ferramentas
necessários para produzir as diferentes features de acordo
com os requisitos de precisão dimensional e acabamento superficial
definidos.
Table:
Passes e Ferramentas especificados para cada operação
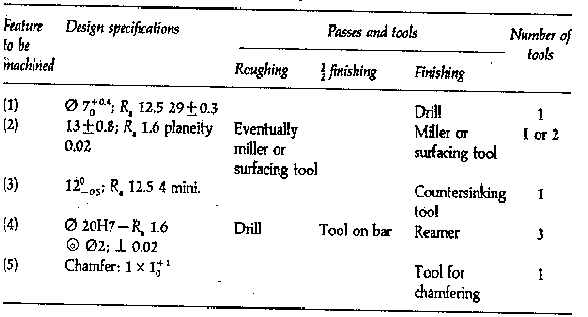 |
Para cada feature, por exemplo feature (2) duas
possibilidades de operações poderão ocorrer (desbaste e/ou acabamento)
. A escolha final dependerá da capacidade da máquina-ferramenta disponível.
Para a feature (4) três operações (desbaste, semi-acabamento e acabamento)
serão necessários para atingir os requisitos de qualidade especificados
para a peça. A seleção do número de ferramentas, operações e passes
de usinagem é feito de acordo com as considerações de tolerância (análise
de tolerância) para cada feature de projeto a ser usinada.
Este detalhamento é feito no projeto das operações de usinagem que
será descrito na próxima seção. Esta abordagem top-down tem
como objetivo apresentar um método que pode ser implementado computacionalmente
a fim de grupar as operações elementares em operações (jobs),
realizar o seqüenciamento destas operações elementares grupadastypeset@protect
@@footnote
SF@gobble@opt
Operações elementares grupadas denominadas a partir de agora simplesmente
de operações.
de acordo com seu relacionamento de precedência (anteriores). Este
método de determinação da seqüência de operações de usinagem foi desenvolvido
por Sundaram (1986) e também, descrito por Halevi & Weill (1995)
que apresenta uma pequena diferença na resolução da matriz de relacionamento
de precedência.
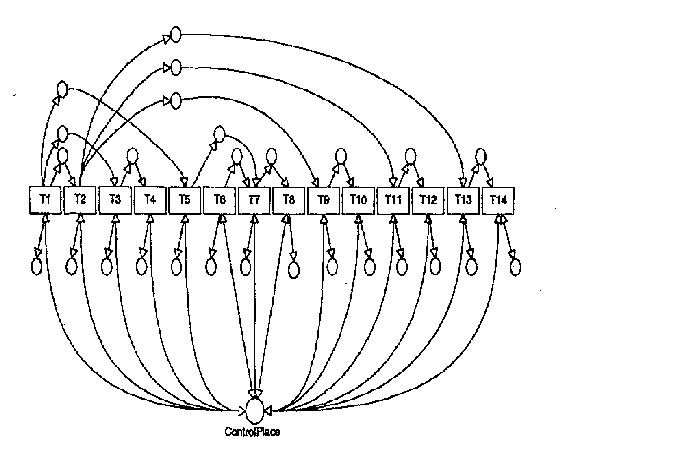
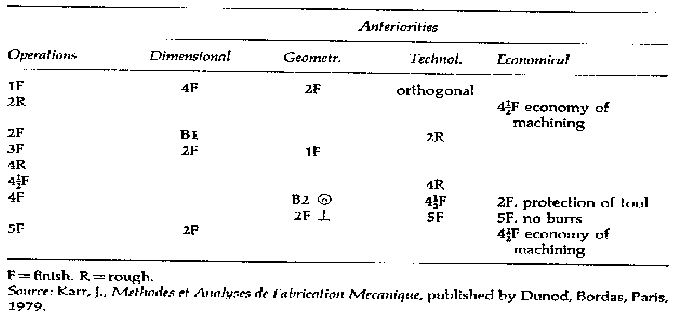
Esta metodologia estabelece um procedimento sistemático para seleção
da seqüência de operações de usinagem. As operações elementares de
usinagem podem ser grupadas em uma seqüência e o grupo de operações
elementares pode ser processado em uma única máquina. A partir da
especificação de operações de usinagem é montado uma tabela de relacionamento
de precedência de operações baseada nos seguintes fatores (Tabela
3.2):
- Tolerância Dimensional;
- Tolerância Geométrica (acabamento superficial, tolerância de forma
e posição);
- Considerações Tecnológicas (incluir desbaste antes de acabamento,
por exemplo);
- Aspectos Econômicos (incluir semi-acabamento, por exemplo).
O trabalho de Sundaram (1986) detalha o método e apresenta a solução
através de manipulação de matrizes, o que é facilmente implementado
em um computador. A abordagem da solução proposta por Halevi & Weill
(1995) não permite uma implementação computacional sendo mais adequada
como demonstração de uma solução didática.
Table 3.2:
Tabela das Anteriores.
 |
Segundo Halevi & Weill (1995) muito esforço tem sido desenvolvido
nos últimos anos para estabelecer teorias e algoritmos para a completa
otimização do processo de fabricação com remoção de material. Entretanto
a maioria dos esforços concentram-se nos parâmetros tecnológicos de
usinagem, em especial na velocidade de corte. Caso a operação a ser
executada seja superflúa nenhum ganho será obtido com a otimização
da velocidade de corte que está diretamente relacionada com o tempo
de usinagem.
As operações necessárias e sua seqüência devem ser determinadas antes
da escolha das condições de usinagem e da máquina a ser utilizada,
caso haja opções de máquinas. A seguir são apresentados alguns métodos
para determinar os tipos de operações necessárias para fabricação
da peça.
A seleção da operação deve ser baseado na capacidade e nas condições
de limite do processo. A profundidade de corte é um dos parâmetros
que mais influenciam na tomada desta decisão. A estratégia de limites
de contorno é baseado no conceito da existência de restrições técnicas
e considerações econômicas na seleção das operações de corte ótimas.
O método proposto por Halevi & Weill (1995) estabelece um conjunto
de restrições técnicas como limites de contorno, e então, levando
em consideração aspectos econômicos, seleciona as condições de trabalho
dentro destes limites.
São levadas em consideração as seguintes restrições:
- restrições tecnológicas baseadas na teoria de corte;
- restrições da peça;
- restrições de material;
- restrições de máquinas-ferramenta;
- restrições de ferramentas;
- restrições do usuário.
Estas restrições são usadas para estabelecer os limites da profundidade
de corte, avanço e velocidade de corte. Uma descrição da influência
destas restrições sobre os parâmetros de corte é apresentado em Halevi
e Weill (1995). Com a utilização deste método é possível determinar
as condições de contorno (limites máximo e mínimo) para os parâmetros
de corte levando em conta todas as restrições apresentadas.
As restrições que determinarão as condições de contorno (limites)
são expressas através de fórmula e tabelas como por exemplo:
- acabamento superficial como função da profundidade de corte e avanço;
- força de corte como função da profundidade de corte e avanço;
- limite da profundidade de corte como função da dureza do material
e acabamento superficial;
- profundidade de corte como função do avanço;
- profundidade de corte como função de uma operação elementar a ser
selecionada, entre outros.
Este algoritmo desenvolvido por Halevi e Weiss (1995) tem por finalidade
otimizar a definição das operações de usinagem. Baseia-se no axioma
onde o otimização é buscada através da minimização dos número de passes
de usinagem definindo os maiores valores possíveis das condições de
usinagem (avanço e profundidade), dando preferência às estratégias
de otimização bem conhecidas baseadas nos limites de contorno calculados
e tabelados.
A partir dos limites da profundidade de corte calculados em relação
as diversas restrições que são levadas em consideração determina-se
a quantidade de passes a ser efetuada escolhendo os parâmetros de
corte para cada operação de usinagem, avanço e profundidade de corte.
A velocidade de corte é determinada por outro método. Cabe destacar
que a utilização deste método é mais genérico pois ainda não se escolheu
a ferramenta de corte a ser utilizada bem como a máquina-ferramenta.
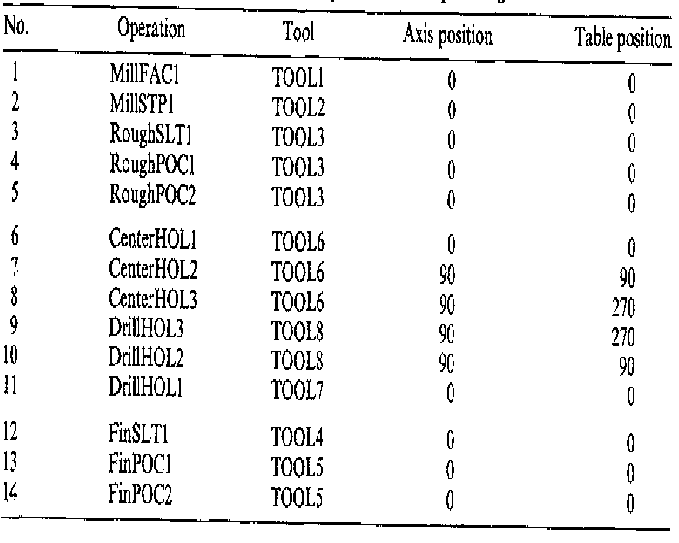
Este método determina inicialmente o sistema e dispositivo de fixação
da peça, a seguir determina as operações elementares (número de passes
e condições de usinagem) e finalmente faz um grupamento das operações
elementares em operações (jobs) utilizando a matriz das anteriores.
Após a determinação das operações define-se a velocidade de corte,
escolhe-se a máquina através da Matriz de Halevi e finalmente seleciona-se
as ferramentas de corte. Neste método parte-se das operações de usinagem,
condições tecnológicas de corte e por último define-se as máquinas
e ferramentas, minimizando as restrições que se impõe a cada tomada
de decisão. Desta forma as restrições impostas pelas vários decisões
tomadas ao longo das etapas do planejamento do processo são minimizadas.
Uma característica deste método por buscar uma otimização na tomada
de decisão e minimização das restrições na execução do planejamento
do processo é a geração de planos de processos genéricos e não customizados
para operações elementares associados à ferramenta específica.
Outra abordagem muito popular (FERREIRA, 1996) é a utilização de tabelas
que já apresentam roteamentos típicos de usinagem para superfícies
cilíndricas externas, internas e planas. Exemplos destes tipos de
tabelas podem ser obtidos em manuais. Após a seleção dos processos
finais de usinagem e roteamentos de todas as superfícies (críticas
e menos críticas), faz-se uma análise considerando-se as features
inter-relacionadas por tolerâncias. Um exemplo de roteamento de usinagem
para uma determinada superfície poderia ser: torneamento (desbaste)
-> torneamento (semi-acabamento) -> retificação (desbaste) -> retificação
(acabamento) -> super-acabamento (Tolerância IT de 3-5 e Rugosidade
de 0,008-0,16  m). Após a sub-divisão da rota de processo
em estágiostypeset@protect
@@footnote
SF@gobble@opt
Em função da natureza das operações podemos ter três tipos de estágios:
desbaste, semi-acabamento e acabamento.
pode-se utilizar o conceito de sobre-material para definir a quantidade
de passes a ser efetuado em cada estágio das operações de usinagem.
Este método é muito utilizado e possibilita a escolha de rotas de
usinagem bastante exequível e racional apesar de não usar nenhuma
forma de otimização. Pode-se utilizar os dois métodos em conjunto
visando a otimização.
m). Após a sub-divisão da rota de processo
em estágiostypeset@protect
@@footnote
SF@gobble@opt
Em função da natureza das operações podemos ter três tipos de estágios:
desbaste, semi-acabamento e acabamento.
pode-se utilizar o conceito de sobre-material para definir a quantidade
de passes a ser efetuado em cada estágio das operações de usinagem.
Este método é muito utilizado e possibilita a escolha de rotas de
usinagem bastante exequível e racional apesar de não usar nenhuma
forma de otimização. Pode-se utilizar os dois métodos em conjunto
visando a otimização.
Outra estratégia que pode ser utilizada é baseada no conceito de sobre-material
de usinagemtypeset@protect
@@footnote
SF@gobble@opt
Sobre-material de usinagem é uma camada de material que deve ser removida
da superfície da peça para que a precisão e a qualidade da superfície
sejam obtidas.
que é apresentado em Wang e Li (1991) e Ferreira (1996). A quantidade
de sobre-material é a diferença entre as cotas de fabricação obtidas
nas operações atual e anterior. O sobre-material total (incluindo
todas as operações) é igual à soma dos sobre-materiais referentes
a cada operação, desde a matéria-prima até a peça na forma final.
Existem diferentes métodos para a determinação de sobre-materiais
(FERREIRA, 1996):
- Cálculo: pouco usado devido à ausência de dados experimentais.
- Estimativa baseada na experiência: normalmente pouco eficiente.
- Tabelas de sobre-materiais: dados disponíveis de manuais normalmente
compilados de dados de chão-de-fábrica e experimentos. Esta é a abordagem
mais utilizada na determinação de sobre-material. Em Ferreira (1996)
são apresentadas uma compilação de várias tabelas de sobre-material
para diversas superfícies e processos.
Cada cota e tolerância de projeto é obtida através de uma série de
operações de usinagem. Em cada operação, a superfície é usinada até
que se atinja uma certa cota e precisão de fabricação. A cota e tolerância
de fabricação devem ser indicadas no plano de operações. A determinação
das cotas de fabricação de outras operações de usinagem relaciona-se
com os sobre-materiais de usinagem. Os sobre-materiais são determinados
em ordem inversa, isto é, da peça acabada até a matéria prima.
Ao calcular-se as cotas de fabricação, deve-se diferenciar as superfícies
externas das internas, e também as superfícies planas das cilíndricas.
É necessário determinar as tolerâncias de fabricação para cada cota
de fabricação e que dependerá do processo de usinagem empregado. Todas
as tolerâncias de fabricação nas operações intermediárias são determinadas
de acordo com a precisão de usinagem que pode ser obtida economicamente.
As condições de usinagem podem ser obtidas de handbooks ou
catálogos de fabricantes de ferramentas, ou através do método seqüencial.
No caso da utilização de handbooks ou catálogos de fabricantes
de ferramentas faz-se a seleção das condições de corte para uma dada
combinação de materiais de peça e ferramenta, bem como, da geometria
da ferramenta (FERREIRA, 1996).
O método seqüencial consiste na determinação, numa ordem definida,
das condições de corte. Primeiramente, a profundidade de corte é estabelecida
(similar Halevi & Weill (1995)). Se o sobre-material puder ser removido
num único passe, a profundidade de corte será igual ao sobre-material.
A profundidade de corte, em operações de desbaste, é restringida pela
potência da máquina, pela rigidez da peça, pelo método de fixação,
entre outros, como discutido no capítulo 2. Algumas vezes, pode ser
necessário remover o sobre-material em vários passes, reduzindo-se
portanto a profundidade de corte. No caso de operações de semi-acabamento
e acabamento, a usinagem é feita em geral num único passe.
A próxima variável a ser selecionada é o avanço, que depende da capacidade
da máquina para executar operações de desbaste, e também do acabamento
superficial para as operações de acabamento e semi-acabamento. Finalmente
seleciona-se a velocidade de corte através da equação expandidada
de Taylor advinda da teoria da usinagem dos metais. Outra opção é
selecionar de catálogos de fabricantes em função da ferramenta. Pode-se
escolher a velocidade de corte otimizada em função dos métodos de
menor custo de usinagem ou menor tempo de usinagem.
A seguir determina-se a potência necessária para a usinagem e compara-se
com potência disponível na máquina, principalmente para operações
de desbaste.
Verifica-se também a necessidade de se utilizar fluído de corte a
fim de reduzir as forças (lubrificação) e temperatura (refrigeração)
de corte, bem como melhorar a qualidade superficial.
A fase final do planejamento do processo consiste em estabelecer o
tempo padrão para cada operação. Os tempos padrões num plano de processo
fornecem os dados iniciais para o escalonamento da produção, escalonamento
de pessoal e cálculo de custos. O tempo padrão é o tempo necessário
para executar uma tarefa bem definida (p.ex. uma operação) sob certas
condições. Um tempo padrão é composto pelo tempo de setup,
tempo de processamento, tempo de manuseio, tempo de serviço e tempo
de compensação. Em Ferreira (1996) são apresentadas tabelas e fórmulas
para o cálculo dos diversos componentes do tempo padrão, em especial
os modelos de tempo para as principais operações de usinagem normalmente
utilizadas e que dependem das condições de usinagem definidas para
a operação.
O propósito do posicionamento de uma peça consiste em restringi-lá
numa posição definida e correta na mesa da máquina, cantoneira ou
pallettypeset@protect
@@footnote
SF@gobble@opt
Deste ponto em diante, o componente sobre o qual a peça é sujeitada
será denominado de fixador (do inglês workholder).
Este componente pode ser a própria mesa da máquina, uma cantoneira
ou um pallet.
antes dela ser fixada (Ferreira, 1996). Em uma operação de usinagem,
a peça no fixador deve ser restringida totalmente, ou seja, restringir
todos ou alguns dos seus seis graus-de-liberdade (três translações
e três rotações). Na prática, o número de graus-de-liberdade que podem
ser restringidos através do contato de uma superfície de um fixador
depende também da forma da superfície de apoio do fixador.
Algumas vezes o posicionamento redundante é utilizado, visando o aumento
da rigidez e/ou estabilidade da peça, como por exemplo no torneamento
onde uma extremidade da peça é fixada numa placa de três castanhas
e a outra em uma contra-ponta. Neste caso deseja-se uma elevada precisão
posicional entre as referências de apoio (a concentricidade entre
o cilindro externo e o furo de centro).
Os princípios de seleção de referências de apoio são:
- Uma referência de apoio deve possibilitar que a peça fique numa posição
precisa, e permanecer estável durante a usinagem. Deve-se assim selecionar
superfícies simples (planos, cilindros externos e internos) como referências
de apoio. As áreas das superfícies de referência de apoio devem ser
grandes o suficiente para assegurar a estabilidade da peça durante
a usinagem. Esta área deve ser capaz de acomodar o número de graus-de-liberdade
que ela restringe. Uma referência de apoio deve possuir uma boa precisão
e acabamento superficial. Finalmente, as posições relativas entre
a referência e a superfície a ser usinada devem ser adequadas para
uma posição suficientemente rígida, para que uma distorção excessiva
não ocorra em função das forças de fixação e de corte.
- Uma referência de apoio selecionada adequadamente propicia uma condição
favorável para satisfazer o princípio de coincidência de referências
(PCR). Deve-se buscar a coincidência entre as referências de apoio
e fabricação, bem como com as referências de projeto e medição.
A coincidência entre as referências de fabricação e de projeto depende
da escolha de uma referência de projeto que seja apropriada para apoio
e medição.
A precisão dimensional entre superfícies pode ser alcançada através
de um dos seguintes métodos:
- Usinagem na mesma fixação da peça: permiti que as superfícies usinadas
sejam afetadas somente pela precisão da máquina e do setup;
- Duas superfícies sendo referências uma em relação a outra: menor precisão
que o método anterior devido a existência de um erro de posição. Este
método deve ser utilizado quando duas superfícies não puderem ser
usinadas numa única fixação;
- Usando-se a mesma referência de apoio: não resulta numa alta precisão
posicional, porque existirá erros de posição em cada fixação da peça,
e também haverá inconsistência entre as referências de fabricação
e de apoio.
- Usando-se referências de apoio diferentes: a precisão posicional é
afetada por erros de posição, inconsistência entre as referências
de fabricação e de apoio em cada operação, tolerância da cota entre
as duas referências de apoio. Este é o pior método e só deve ser usado
quando não for factível utilizar os métodos anteriores.
Existem muitos métodos de fixação de peças simétricas em um torno.
Halevi & Weill (1995) apresentam algumas regras para selecionar o
tipo de fixação mais econômica para operações de torneamento, descritos
a seguir.
- Forma do segmento: segmentos cilíndricos;
- Comprimento do segmento: comprimento de contato entre a castanha e
peça deve ser de pelo menos 1,2 do segmento do diâmetro. Em qualquer
caso o menor comprimento de contato não deve ser menor do que 5 mm;
- Diâmetro da peça: dependerá das especificações da placa do torno;
- Tipos de castanhas: as castanhas exercem uma tensão de compressão
sobre a peças. Estas forças devem contra-balancear as componentes
das forças de usinagem na direção tangencial e radial. As castanhas
podem ser do tipo Dura para operações de desbaste (castanha
com mordente de perfil serrilhado ou em losângulo, maior coeficiente
de atrito) ou do tipo Mole para operações de acabamento (castanha
com mordente de perfil liso/usinado, menor coeficiente de atrito).
- É um dispositivo mais econômico;
- As três castanhas garantem a concentricidade da peça em relação a
árvore/fuso da máquina;
- Peça considerada como uma viga engastada;
- Não deve ser usada quando a razão entre comprimento e diâmetro da
peça é maior que 3,5.
- É considerado uma viga engastada de um lado e do outro lado uma viga
apoiada;
- Permite um maior carregamento;
- Desvantagem: a peça necessita de um furo de centro para apoio da contra-ponta,
logo o custo de usinagem e o tempo de processamento é maior;
- Pode-se trabalhar com avanços e profundidade de corte maiores diminuindo
o tempo de usinagem;
- Regra: deve ser utilizado quando a razão entre comprimento e diâmetro
da peça é maior que 2,5
- A razão entre comprimento e diâmetro da peça pode chegar até 6.
- Deve ser usado se a razão entre comprimento do segmento de contato
e o diâmetro da peça for menor que 0,8;
- Deve ser usado se o comprimento do segmento de contato peça e castanha
for inferior a 5 mm.
- Similar a placa com três castanha entretanto é mais precisa.
- Usado em peças não simétricas que devem ter um determinado ajuste
para uma dadalinha de centro da peça;
- Maior tempo de setup e melhor precisão.
- Fixação com três castanhas com furo passante;
- Fixação com mandril;
- Fixação entre centros.
Atualmente, ferramentas computacionais de apoio à filosofia de Engenharia
Simultânea (CE) não estão disponíveis. Alguns sistemas acadêmicos
que integram várias ferramentas dedicadas em uma arquitetura cooperativa
foram ou estão em desenvolvimento (CUTKOSKY, 1993). Porém, ainda será
necessário muito esforço de pesquisa para o desenvolvimento de ferramentas
computacionais de apoio integral a filosofia CE. Não obstante, em
vários campos importantes, muito progresso foi feito na utilização
do computador para resolução de atividades específicas. Por exemplo,
várias ferramentas específicas foram desenvolvidas em Projeto para
Montagem (DFA) e de análise. Porém, freqüentemente estes sistemas
não cooperam. Neste capítulo serão apresentados os aspectos do uso
de computadores em projeto, CAD. O uso de computadores no planejamento
do processo, CAPP, como uma fase de intermediária entre CAD e CAM,
e a seguir o uso de computadores na manufatura, CAM. Os aspectos e
perspectivas futuras de integração entre as funções cobertas pelas
ferramentas computacionais em um contexto de Engenharia Simultânea
é apresentado.
Projeto Auxiliado por Computado (CAD) às vezes é usado como sinônimo
de Desenho Auxiliado por Computador, indicando que CAD não é nada
além de uma extensão do tradicional desenho em prancheta. Antes de
1960, quase não haviam aplicações de computador para projeto (ou manufatura).
Entre 1960 e 1970 a maioria dos programas computacionais em engenharia
eram limitados aos programas de cálculo que eram processados em batch.
Assim, não havia nenhuma interação entre o usuário e o programa. Um
dos primeiros (acadêmico) sistemas interativos de apoio ao projeto
(esboço 2D) foi o sistema de Sketchpad desenvolvido por Sutherland
(1963). Este sistema estava a frente de seu tempo.
Depois de 1970, com o advento de terminais gráficos, foi possível
trabalhar interativamente. Porém, o hardware disponível era
caro, restringindo o uso destes sistemas a um número limitado de companhias,
aplicações e pessoas.
A partir de 1980, com o rápido desenvolvimentos no campo de micro-processadores
e módulos de memória aliado ao avanço de computadores mais baratos
e mais poderosos; workstations e computadores pessoais ficaram
amplamente disponíveis a preços razoáveis. Este desenvolvimento possibilitou
a introdução de CAD em uma escala maior. No meio da década de 80,
sistemas de Engenharia Baseados no Conhecimento para projeto foram
desenvolvidos, como o sistema ICAD® (WAGNER, 1990). Estes sistemas
empregam tecnologia de Inteligência Artificial (AI) para representar
o conhecimento especialista de projeto manufatura. A vantagem destes
sistemas em relação às abordagens tradicionais está associada a maior
velocidade de desenvolvimento de projetos semelhantes, com diferentes
especificações e geometria. Também, o termo ICAD, CAD Inteligente,
não deve ser confundido com o sistema ICAD®, que foi desenvolvido
nos anos oitenta. Porém, os sistemas de CAD verdadeiramente inteligentes
ainda são um assunto de cunho acadêmico.
A representação no computador do objeto de projeto, ou modelo de produto,
também foi desenvolvida gradualmente com o passar do tempo. No princípio
o ``D'' de CAD estava querendo dizer realmente desenho; apenas
modelo de produto 2D, desenhos técnicos, podiam ser feitos. O modelo
de produto era uma coleção destes itens, representando um desenho
técnico 2D convencional. No meio da década de setenta os primeiros
sistemas 3D de CAD foram lançados. Para prover modelos 3D, wire-frames
foram desenvolvidos. Porém, wire-frames podiam modelar só
objetos 2.5 D (prismático). Para modelar superfícies mais complexas,
modeladores de superfície foram desenvolvidos. Sistemas CAD baseados
em superfície possibilitaram a modelagem de superfícies complexas
que eram importante na indústria automotiva e aeroespacial. Modeladores
de superfície usam freqüentemente B-splines ou NURBS (B-splines
racional non-uniforme) como base de representação de superfícies.
Usando estas representações, curvas e superfícies são aproximadas
por funções parametrizadas que podem ser manipuladas movendo-se pontos
de controle.
Com modelagem wire-frames e modelagem de superfície não se
consegue desenvolver modelos de produto sem ambigüidades para serem
interpretados e analisados. Por este motivo desenvolveu-se outra técnica
de modelagem denominada de modelagem de sólido. Normalmente em modelagem
de sólido utiliza-se dois esquemas de representação: boundary
representation (B-rep) e Constructive Solid Geometry (CSG).
Desta forma os três tipos de representação geométrica que são mais
utilizados nos modeladores geométricos através das representações
na forma são: modelos em wire-frame, modelos de superfície
e modelos sólidos. Modelos em wire-frame contêm apenas informações
sobre vértices e arestas do objeto e não se prestam para transformação
em objetos sólidos. De forma similar modelos de superfície contêm
apenas informações sobre faces e, finalmente, modelos sólidos representam
o objeto por meio de vértices, arestas e faces sem ambigüidades geométricas
na descrição do objeto.
Boundary representation é baseado nas técnicas de modelagem
de superfície que a precedeu. Uma representação dos contornos/limites
do modelo do produto pode ser visto como uma estrutura topológica
de primitivas de baixo nível como faces, arestas e vértices que definem
um sólido. A Figure 4.1 apresenta um exemplo de uma da
estrutura de dados da representação B-rep.
Figure:
Exemplo da representação B-rep.
|
|
CSG é um método para criar sólidos que usam objetos primitivos que
podem ser combinados por operações booleanas: união, interseção e
diferença. Modelos de CSG são árvores binárias nas quais os objetos
primitivos são as folhas da árvore do modelo de produto. Cada primitivo
é associado com uma transformação 3D que especifica sua posição, orientação
e dimensões. Um benefício de modelos em CSG é que a história de modelagem
é mantida dentro da modelo. Um modelo de CSG não é único pois existem
diferentes modos nas quais primitivas, transformações e operações
podem representar o mesmo modelo de produto. Figure 4.2apresenta
um exemplo de uma árvore de CSG e sua geometria correspondente.
Figure:
Exemplo da representação CSG.
|
|
Ambos os esquemas de representação de sólidos têm vantagens e desvantagens.
B-rep tem como desvantagem: é tedioso manter o modelo atualizado quando
mudanças acontecerem e usa muito espaço de memória. Uma vantagem de
B-rep é que cada superfície pode ser individualmente referenciada;
isto representa um modelo bem estimado. Esta é uma propriedade que
pode ser de grande uso na representação de tolerâncias. Esta vantagem
de B-rep é a desvantagem de CSG; modelo não estimado. Uma vantagem
de CSG é sua representação de alto nível combinada com o espaço de
memória relativamente limitado requerido. Como as vantagens de um
parece ser as desvantagens do outro e vice-versa, uma representação
sólida híbrida empregando B-rep e CSG tem sido utilizada. São utilizados
também esquemas de representação que combinam modelos sólidos com
wire-frame e modelagem de superfície. Estes geralmente são
chamado de esquemas de representação non-manifold (WEILLER,
1988) e (MASUDA,1990). Pesquisa em modelagem de sólido é descrita
em Wilson (1988).
Os sistemas de CAD mais avançados dos dias atuais, como Pro-Engineer®,
I-DEAS®, Cadds®, Bravo® e Catia®, entre outros, oferecem uma clara
tendência para modelagem de sólido (3D). Modeladores sólidos são derivados
freqüentemente de esboços 2D por extrusão ou operações de varredura.
Estes sistemas estão oferecendo interação inteligente nas relações
entre as entidades que são esboçadas (por exemplo Bravo® e I-DEAS®).
Os sistemas de CAD de hoje freqüentemente oferecem modelagem baseada
em features para detalhar componentes depois que a forma
sólida genérica foi estabelecida (por exemplo através de esboços 2D
em combinação com alguma operação de CAD). Featurestypeset@protect
@@footnote
SF@gobble@opt
Features são elementos de forma de componentes com algum
significado em engenharia.
são descritas em mais detalhe no próximo capítulo. Exemplos de features
são furos, pockets, slots, etc.. Estas features
podem ser somadas, apagadas ou podem ser modificadas no modelo de
produto. A modificação da forma pode ser executada de forma paramétrica
ou variationally (variacional); modelagem paramétrica ou
variational.
Há um pouco de confusão sobre o significado de modelagem paramétrica
e variational (variacional). Isto provavelmente ocorre devido
ao fato de que não há uma definição clara de projeto paramétrico ou
de projeto variational. Então, é difícil de classificar sistemas
particulares em um grupo ou outro. Projetos paramétrico e variational
focam-se em restrições geométricas, baseado na satisfação de restrições
numéricas. Em projeto paramétrico as restrições numéricas são resolvidas
em um modo de propagação. Um sistema de propagação trabalha bem em
casos relativamente simples tendo dificuldade com modelos mais complexos.
O projeto variational é mais genérico que projeto paramétrico.
Kramer (1992) cita a seguinte definição para projeto paramétrico e
variational de Chung (1989):
" We define VARIATIONAL DESIGN as a design methodology
that utilizes fundamental graph theory and robust numerical solution
techniques to provide constraint-driven capability applied to a coupled
combination of geometric constraints and engineering equations. On
the other hand, PARAMETRIC DESIGN is a design methodology that utilizes
special case searching and solution techniques to provide dimension
driven capability applied to primarily uncoupled geometric constraints
and simple equations." (KRAMER, 1992)
Projeto paramétrico e variational concentram-se na modelagem
da geometria nominal do modelo de produto. Porém, as variações da
geometria nominal, as tolerâncias, são um aspecto de vital importância
importante. Alguns dos sistemas de CAD mais avançados oferecem uma
possibilidade para especificação de tolerância e análise de tolerância
2D, subseqüente (por exemplo Mechanical Advantage® de Cognition® ou
o sistema dedicado Valisys® que trabalha em cooperação com Catia®).
Sistemas de CAD oferecem freqüentemente a possibilidade de montar
as partes sólidas detalhando-as em uma montagem. Uma subseqüente análise
cinemática ou dinâmica também é possível. Ligações com pacotes que
trabalham com Método de Elementos Finito (FEM) também já existem,
às vezes até mesmo associativo, isto é as features no lado
de CAD e no lado da FEM são as mesmas. Alguns sistemas de CAD oferecem
uma interface de programação para permitir que os usuários desenvolvam
as próprias aplicações. Alguns sistemas de CAD oferecem catálogos
de componentes padrões que podem ser incorporados ao projeto. Sistemas
de CAD de vendedores diferentes podem trocar informações do modelo
do produto utilizando padrões de interface como: DXF, IGES, VDAFS,
SET, STEP, entre outras. Gerenciamento de projeto está presente em
alguns sistemas de CAD mais avançados, como I-DEAS® e Cadds®. Projeto
cooperativo tem sido pouco oferecido por sistemas comerciais. Alguns
sistemas oferecem para vários usuários a possibilidade de comunicação
em um projeto. Isto pode ser alcançado, por exemplo, dando o controle
do cursor a um dos projetistas e permitindo que os projetistas troquem
informações por meio de janelas de texto utilizando correio eletrônico,
Chats ou outro mecanismo de interação utilizando inclusive
multimídia (imagem e som), dependendo da largura de banda disponível
na rede de comunicação de computadores utilizada (ÁLVARES, 2001).
Sistemas de engenharia baseados no conhecimento com o ICAD®, ofereçem
uma funcionalidade um pouco diferente quando comparados aos sistemas
de CAD "tradicionais". As interfaces de programação
destes sistemas são mais sofisticadas que os sistemas de CAD "tradicionais",
permitindo acesso mais fácil às funções de processamento de geometria.
Normalmente, uma linguagem de programação orientada ao projeto especial,
freqüentemente construída a partir da linguagem de programação Lisp.
Regras (restrições) podem ser definidas facilmente em tais linguagens.
Porém, a capacidade interativa destes sistemas são menores que nos
sistemas de CAD "tradicionais ". A razão para isto
é que estes sistemas são focalizados mais na geração automática de
projetos que na geração de projetos através de um processo de modelagem
interativo e iterativo.
Freqüentemente, os sistemas de CAD de hoje não podem oferecer ao projetista
realimentação de informação de custo ou qualquer outro tipo de realimentação
de informação. Exceções são Mechanical Advantage® e HP
Sheet Metal Advisor®. No Mechanical Advantage®, os usuários
podem definir o próprio custo baseado na abordagem de sistema especialista
com a sua própria informação de custo. O HP Sheet Metal Advisor®
oferece realimentação orientada à fabricação para o projetista. O
HP Sheet Metal Advisor® é restrito à peças de chapa metálica
fina. No HP Sheet Metal Advisor®, features orientadas
a manufatura são usados para projetar peças de chapas de metal. Vários
regras de DFM são associadas às features que permitem a dar
alguma realimentação orientada à manufatura ao usuário.
A maioria dos sistemas de CAD se restringem à fase de projeto detalhado.
Apoio na fase de projeto conceitual e demais fases não são incluídos.
Para mudar isto, muita pesquisa será requerida. Na seção anterior
apresentou-se os sistemas de CAD que oferecem projeto baseado em features.
Porém, as features que são oferecidas nos sistemas de CAD
atuais, normalmente é pré-definida dentro do sistema. Ao usuário é
permitido realizar alterações dos parâmetros das features
(projeto paramétrico). Estas features parametricamente modificáveis
são chamadas features definidas pelo usuário. O termo features
definidas pelo usuário é confundindo um pouco com as features
geométricas que o usuário pode definir, com a topologiatypeset@protect
@@footnote
SF@gobble@opt
Topologia é o modo no qual as faces, arestas e vértices estão conectados.
Os elementos da topologia são conectados aos elementos geométricos,
i.e. superfícies são conectadas às faces, curvas às arestas e pontos
à vértices.
e outras características não relacionadas com a geometria da feature.
Porém, para muitas aplicações é exigido que o usuário tenha a capacidade
de construção de suas features em função da aplicação. Estas
features deveriam ser aplicadas nos aspectos associados há
uma geometria e topologia específica, incluindo também aspectos não
relacionados a forma. Se isto fosse possível em um sistema de CAD,
seria uma fonte de erros devido à programação exigida e ao trabalho
tedioso. Nos sistemas de engenharia baseados no conhecimento como
ICAD®, programação de novas features é geralmente possível,
mas também pode ser um trabalho tedioso embora as possibilidades de
definição de features são geralmente melhor que em sistemas
de CAD mais tradicional (SALOMONS, 1992).
A integração de sistemas de CAD com sistemas de CAPP não foi completamente
estabelecida. Isto é em parte devido à diferença entre as features
usadas no sistema de CAD e as utilizadas no sistema de planejamento
do processo. É muito difícil para um sistema de CAPP dar informação
de realimentação sobre manufaturabilidade ao projetista. Atualmente
nenhum sistema CAD é capaz de manipular informações visando a realimentação
realimentação do CAPP.
Normalmente métodos como DFMA não estão integrados aos sistemas de
CAD atuais. Uma exceção, até certo ponto, é o sistema Pro-Engineer®
que pode ser adquirido com um módulo de DFMA (BOOTHROYD, 1988). Porém,
não há nenhum sistema de CAD comercial que execute uma "análise
de DFMA inteligente": que possa responder automaticamente
a check lists, que analisam um modelo de produto automaticamente
com respeito à montagem e à manufatura levando em conta todas as possíveis
oportunidades de manufatura e que dão uma análise quantitativa resultando
também em recomendações de projeto.
Os sistemas de CAD atuais podem modelar montagens de peças sólidas
previamente detalhadas. Isto reflete modo de projeto de baixo-cima;
detalhando, inicialmente, cada peça e reunindo as peças em uma montagem.
Em estudos descritivos do processo de projeto foi notado que projeto
nem é executado estritamente de baixo-cima ou de cima-abaixo (ULLMAN,
1988). Então, um mix de modo de projeto de cima-abaixo e baixo-cima,
é um modo mais natural de suporte de projeto. Os sistemas de CAD atuais
oferecem apoio insuficiente de para este modo de projeto.
Atualmente os sistemas de CAD são baseado em projeto paramétrico ou
variational. Os mecanismos de resolução das restrições geométricas
nos sistemas de CAD foram analisados por Kramer (1992) e Thornton
(1993a,b). As restrições matemáticas que determinam outras características
de produto relacionadas a geometria são apresentadas em Thornton (1993a,b).
Estas restrições não podem ser resolvidas facilmente em sistemas de
CAD existentes, pois elas são acopladas e não lineares. Então, o modo
no qual restrições têm que ser controladas em sistemas de CAD futuros
tem que ser melhorado.
Embora exista alguns pacotes dedicados para a tarefa de análise de
tolerância, os sistemas atuais de CAD apenas oferecem alguma funcionalidade
satisfatória na especificação de tolerância, análise e síntese em
3D. Os pacotes de análise de tolerância existentes estão longe de
ideal, pois são restringidos a geometria 2D, face às simplificações
que são impostas (TURNER, 1991). O problema na análise de tolerância
auxiliada por computador é em parte devido ao fato de que os padrões
de tolerância atuais, ISO 1101 (ISO, 1983) e ANSI Y14.5 (ANSI 1982),
são orientados ao desenho, em vez de direcionados para o uso de modelos
sólidos em 3D. Poucos sistema de CAD suportam tolerâncias funcionais
(WEILL, 1988). Tolerância auxiliada por computador é ainda um tópico
de pesquisa que só recentemente tem sido aplicado em sistemas CAD.
Troca de dados de produto é executada freqüentemente em um baixo nível
de detalhamento. No caso de IGES e DXF, a troca pode ser executada
só 2D, desenhos técnicos. Quando a troca é executada no nível de sólidos,
a troca acontece no nível de faces, arestas e vértices (no caso de
B-rep) ou no nível de primitivas, suas transformações e operações
booleanas (no caso de CSG). A troca de dados do modelo do produto
quase não é executada no nível mais alto de features. Atualmente,
o padrão emergente STEP (Padrão para a Troca de dados de Produto,
Standard for the Exchange of Product Data), possibilita a
troca de dados de produto em níveis mais altos de abstração, i.e.
o nível de feature, nível de componente e nível de montagem (PASSO
1992).
Projeto cooperativo, um dos elementos fundamentais em CE, quase não
é apoiado através de sistemas de CAD. Além do uso de janelas que permitem
comunicação auditiva, visual ou textual é necessário usar um meio
de comunicação mais amplo. No futuro a utilização de redes de computadores
de maior velocidade certamente irá diminuir este tipo de restrição
e facilitar a comunicação em um ambiente de projeto cooperativo.
Em re-projeto é requerido freqüentemente que a história de projeto
ou intenção seja conhecida (ULLMAN, 1991). A gravação e a apresentação
da história de projeto não é possível na maioria sistemas de CAD,
ou seja os sistemas não tem uma memória de projeto. Isto significa
que os porquê e como, não podem ser deduzido do modelo de produto.
Para isto é necessário que os projetistas perguntam aos seus colegas
a respeito da memória do projeto ou busquem a informação na documentação
do projeto.
Os sistemas de CAD de hoje forçam os operadores, de certa forma, a
terminar o modelo de produto completamente em termos do modelo sólido
que vai ser manufaturado na exata aparência de como foi modelado.
Sistemas de engenharia baseados no conhecimento tem algumas desvantagens.
As mais importantes são: habilidades de programação são requeridas,
leva tempo para levar o conhecimento ao sistema, baixo nível de interatividade
e baixo desempenho (SALOMONS, 1992). Uma grande habilidade de programação
é necessária sendo freqüentemente requerido treinamento para se trabalhar
com estes sistemas como um "engenheiro" de conhecimento.
Até mesmo uma pessoa altamente treinada, pode levar muito tempo para
incluir todo o conhecimento exigido no sistema. Trabalhar através
de uma interface gráfica interativa em sistemas de engenharia baseados
no conhecimento não é possível da mesma forma como nos sistemas de
CAD tradicionais. O baixo desempenho é devido principalmente a estrutura
baseada em Lisp destes sistemas. Schmekel (1992) argumenta que sistemas
baseados em Lisp deveriam ser evitados. Porém, o problema de desempenho
é menor quando se utiliza de computadores mais rápidos. Os manipuladores
de restrições em sistemas baseados no conhecimento como ICAD® podem
controlar apenas regras uni-direcionais (restrições).
Planejamento do Processo Auxiliado por Computador (CAPP) é o elo de
ligação entre CAD e CAM. CAPP tem sido pesquisado desde os anos 60.
Na década de setenta foi lançada a primeira aplicação comercial sendo
direcionada para o armazenamento e recuperação de planos de processo
para usinagem convencional. Pesquisas em sistemas de CAPP podem ser
vistas em (PRESUNTO, 1988), (ALTING, 1989) e (ELMARAGHY, 1993).
O planejamento do processos auxiliado por computador (CAPP) é tido
como parte fundamental de um sistema de Manufatura Integrada por Computador
(CIM) por ser responsável pela ligação de dados de projeto (CAD) e
fabricação (CAM) (EVERSHEIM e SCHNEEWIND, 1993). No passado, o desenvolvimento
dos sistemas auxiliados por computador foi principalmente concentrado
nos sistemas CAD (projeto) e CAM (manufatura). Devido à sua importância
no contexto de um sistema CIM, nas últimas décadas grandes esforços
têm sido empreendidos no sentido de um maior desenvolvimento de sistemas
CAPP.
O ano de 1976 talvez seja o grande marco na corrida pelo desenvolvimento
destes sistemas. Naquele ano, dois sistemas foram apresentados, um
desenvolvido pela CAM-I (Computer Aided Manufacturing-International)
e outro desenvolvido pela OIR (Organization of Industrial Research).
Nos anos que se seguiram houve a apresentação de diversos outros sistemas
(ALTING e ZANG, 1989), mas até os dias de hoje a sua aplicação industrial
ainda não é uma realidade. O sistema comercial de CAPP mais famoso
é o MetCapp® (ftp://graco.unb.br/pub/capp/metcapp). Geralmente,
os sistemas de CAPP se enquadram em duas abordagens diferentes: variante
e generativo.
Para a construção de sistemas CAPP duas abordagens básicas são seguidas:
variante e generativo. Contudo, alguns sistemas que foram construídos
apresentam uma combinação das anteriores dando origem a um terceiro
tipo: semi-generativo também chamado de híbrido.
A abordagem variante para o planejamento do processos é comparável
à forma manual utilizada por um processista, onde o plano de processos
para uma nova peça é obtido através de pequenas alterações executadas
em um plano de processos já existente para uma peça similar. Em alguns
sistemas variantes, as peças são agrupadas em famílias, caracterizadas
por similaridades no processo de fabricação (Tecnologia de Grupo).
Para cada família de peças, um plano de processos padrão que contém
todas as possíveis operações, é armazenado no sistema. Através da
classificação e codificação, um código é definido para cada peça,
a partir de uma série de quesitos. Este código é então utilizado para
definir a qual família a peça pertence e qual deve ser o plano padrão
associado. Em comparação com o planejamento do processos manual, a
abordagem variante é bastante vantajosa, pois a manipulação de informações
se torna bem mais simples e os planos de processos podem ser padronizados.
Contudo, neste tipo de abordagem, a qualidade final do plano de processos
ainda depende da habilidadade do processista que realiza as modificações
necessárias às particularidades de cada peça. Sendo assim, nos sistemas
variantes, o computador é apenas uma ferramenta de auxílio às atividades
de planejamento do processos.
O CAPP variante está associado com a codificação e classificação de
peças baseadas na Tecnologia de Grupotypeset@protect
@@footnote
SF@gobble@opt
A tecnologia de grupo (GT) pode ser definida como o estudo de uma
grande população de itens aparentemente diferentes e a sua divisão
em grupos com características similares. A utilização típica da tecnologia
de grupo aparece no conceito de famílias de peças, onde a codificação
e a classificação são utilizadas.
. Nesta abordagem, as peças são classificadas e codificadas baseado
em várias características ou atributos. Um sistema de codificação
de Tecnologia de Grupo pode ser usado para a recuperação de planos
de processo para partes semelhantes. Grande parte dos sistemas CAPP
variantes, relatados na literatura, se utilizam da tecnologia de grupo
como ferramenta de implementação.
Neste tipo de abordagem, um novo plano de processos é gerado para
cada peça do sistema, sem a intervenção de um processista. São utilizadas
tabelas de decisão, árvores de decisão, fórmulas, regras de produção,
sistemas especialistas, redes semânticas, etc, para definir quais
são os procedimentos necessários para converter um material bruto
em uma peça acabada. A entrada de informações sobre a peça para um
sistema generativo pode ser do tipo texto, onde o usuário responde
a uma série de questões predefinidas, ou do tipo gráfica, onde as
características da peça são definidas através de um módulo de CAD.
Quando se pensa em um sistema CIM, a utilização de uma interface gráfica
para a definição da peça é a maneira mais interessante, pois desta
forma a comunicação entre os módulos de CAD e CAPP fica prontamente
estabelecida. A grande vantagem deste tipo de abordagem é que os planos
de processos gerados são padronizados e completamente automatizados.
Este tipo de abordagem torna-se bastante atraente para empresas que
trabalham com uma grande variedade de produtos que são feitos em pequenos
lotes.
O objetivo desta abordagem é a geração automática de planos de processo,
a partir da descrição de uma nova peça. Freqüentemente, a descrição
da peça é um modelo sólido em CAD, por ser um modelo de produto de
sem ambigüidades. Um banco de dados de manufatura, algoritmos e lógicas
de tomada de decisão são os ingredientes principais de um sistema
de CAPP generativo. Na década de oitenta, os sistema de CAPP baseados
em conhecimento usando técnicas de Inteligência Artificial (AI) foram
desenvolvidos. Uma das técnicas de AI utilizadas em AI são os sistemas
especialistas.
De acordo com Alting e Zang (1989) um sistema especialista pode ser
definido como uma ferramenta que tem a capacidade de absorver conhecimento
em um domínio específico, e utilizar este conhecimento para propor
alternativas de solução. Até o começo dos anos 80, apesar dos esforços
empreendidos, o desenvolvimento de sistemas CAPP não havia apresentado
resultados muito satisfatórios. Isto porque o planejamento do processos
é uma área onde não existem soluções algorítmicas, a capacidade de
raciocinar é essencial e as ferramentas computacionais existentes
até aquele momento eram muito limitadas neste sentido. Os sistemas
especialistas, devido à capacidade de simular o processo de raciocínio
de um ser humano, se apresentam como uma das ferramentas mais adequadas
para o desenvolvimento de sistemas CAPP generativos.
Este tipo de sistema aparece devido à dificuldade encontrada em se
criar sistemas puramente generativos. Estes sistemas são um misto
de sistemas variante e generativo. Aqui, várias tarefas que seriam
realizadas pelo processista, num sistema variante, são automatizadas,
mas algumas modificações no plano de processos gerado ainda são necessárias.Um
sistema híbrido (generativo/variante) foi descrito por Detand (1993).
Os sistemas de CAPP mais avançados têm como entrada de dados um modelo
de produto baseado em CAD. Este modelo sólido é 3D no qual o sistema
de CAPP pode executar o procedimento de reconhecimento de features
automático. Porém, alguns sistemas de CAPP existente utilizam a modelos
wire-frame como entrada de dados, necessitando que as features
sejam identificadas manualmente (DETAND, 1993). Como alguns modelos
de CAD, freqüentemente, não fornecem informações sobre tolerâncias
e tipo de material, é necessário que os sistemas de CAPP permitam
que se acrescente esta informação ao modelo de produto manualmente.
A maioria dos sistemas de CAPP generativos permitem interação humana.
Muitos sistemas de CAPP podem ser classificados como semi-variante
ou semi-generativo.
Os sistemas de planejamento do processo denominados PART (Planning
of Activities Resources and Technology) e PART-S são sistemas de
CAPP generativos desenvolvidos no Laboratory of Production
and Design Engineering (HOUNTEN, 1991). A diferença entre os dois
é que PART é um sistema mais antigo desenvolvido para peças prismáticas
e disponível comercialmente (http://www.tecnomatix.com). PART-S
é um sistema mais jovem, inspirado em seu antecessor voltado para
processamento de chapa metálica. Depois dos sistemas de CAPP CUBIC
(STOLTENKAMP, 1979), ROUND (HOUNTEN, 1984) e XPLANE (ERVE, 1988),
PART e PART-S foram os sistemas CAPP que emergiram neste grupo de
pesquisa (ftp://omega.enm.unb.br/pub/doutorado/disco1/www.pt.wb.utwente.nl/projects).
O sistema PART é descrito extensivamente em Houten (1991) e PART-S
em Vin (1994) e Vries (1995).
PART e PART-S compartilham a mesma filosofia, oferecendo a mesma funcionalidade
(uma parte associada ao produto específico e outra ao processo ).
Em primeiro lugar, há a interface de CAD na qual uma representação
modelo sólido de um sistema de CAD como Pro-Engineer® ou Catia® pode
ser convertido na representação interna do modelador usado em PART.
Se não foram acrescentadas tolerâncias ao modelo original, é possível
editar as tolerâncias no editor de tolerância. Então reconhecimento
de features automático pode começar. A sucessão de reconhecimento
de features e outras atividades podem ser feitas dependendo
da aplicação. A seguir são executadas as seguintes atividades: seleção
de setup, determinação de métodos de usinagem, seleção de
ferramenta de corte, seqüenciamento das operações de usinagem, geração
do código G e planejamento de capacidade. A figure 4.3
apresenta a arquitetura do sistema PART e a figura 4.4
apresenta a arquitetura do sistema PART-S, bem parecida.
PART é voltado para aplicações em usinagem de peças prismáticas com
2.5D em processos de fresamento, furação, alargamento, etc.. As fases/atividades
executadas no planejamento do processo são programas independentes
que não precisam de nenhuma contribuição de outras fases ou interação
de um operador durante sua execução. A sucessão na qual as fases são
executadas, é pré-definido em um roteiro e executado por um software
supervisor. Os vários módulos do sistema PART foram desenvolvidos
em várias teses de doutoramento (HOUTEN, 1991).
Figure 4.3:
Arquitetura do sistema PART.
|
|
Por exemplo, o módulo de sistema de fixação foi desenvolvido por Boerma
(1990). O supervisor e a arquitetura de PART foram elaboradas por
Jonkers (1992). Administração de ferramenta, seleção de ferramenta
e condições de corte foram estudadas por Boogert (1994). A integração
de PART com o planejamento da produção foi desenvolvida por Lenderink
(1993).
Figure 4.4:
Arquitetura do sistema PART-S.
|
|
A maioria dos sistemas de CAPP não podem manipular um modelo sólido
em CAD baseado em features. Isto é, se eles não podem manipular
como modelo, o modelo baseado em features deve ser convertido
em correspondente representação de modelo sólido (B-rep, por exemplo)
no qual o sistema possa inferir as features de manufatura por meio
de reconhecimento de features. A identificação manual de features
como por exemplo no caso de Detand (1993), é um trabalho intensivo
e deve ser evitado. No caso de projeto baseado em features
seguido por reconhecimento de features ou identificação de
features, a informação de feature é inicialmente
jogada fora e recuperada depois. Esta transferência de informação
é ineficiente e poderia ser melhorada, pelo menos se estas features
de projeto e as features de planejamento do processo forem
correspondentes ou se eles puderem ser convertidos uma na outra e
vice-versa. Porém, uma conversão de features pode ser dificultada
devido as diversas representações de features em sistema
CAD e CAPP. Na realidade, em algum sistemas de CAPP baseados em reconhecimento
de features, as features são descritas dentro dos
algoritmos de reconhecimento de features.
Um das falhas dos sistemas de CAPP comerciais é que eles não provêem
o sistema de CAD, ou o projetista usa o sistema de CAD, com realimentação
de informação de custo, manufaturabilidade, etc.. Muitos pesquisadores
propuseram diferentes modos nos quais sistemas CAD e CAPP poderiam
ficar mais cooperativos. Como a maioria destas propostas envolve o
uso de features, eles serão discutidos no próximo capítulo.
Outra falha de sistemas de CAPP comerciais é que eles não se comunicam
com funções de planejamento de capacidade. Antes de completar o plano
de processo, a primeira parte do plano de processo é derivada de informação
que fica disponível do reconhecimento de features e seleção de setup.
Usando setups alternativos, os trabalhos/tarefas são assinalados
para os recursos (carregamento), baseado na disponibilidade atual
e a carga de trabalho atual de todas as máquinas do chão-de-fábrica.
Subseqüentemente, o plano de processo detalhado é completado. Em Detand
(1993) esta abordagem baseada em planos de processo não lineares typeset@protect
@@footnote
SF@gobble@opt
Um plano de processo não linear inclui alternativas de manufatura
diferentes podendo ser representado por uma estrutura de E/OU (Grafo
E/OU)
é apresentada.
Manufatura Auxiliada por Computador é o estágio final do auxílio do
computador na produção de peças mecânicas. Dessa forma, em referências
mais antigas (pré-década de 90), CAM se encontra definido como o uso
de sistemas de computação para planejar, gerenciar e controlar as
operações de uma planta, através de interface computadorizada direta
ou indireta com a produção (GROOVER, 1985). Dentro dessa definição,
Groover dividiu o CAM em duas grandes categorias:
- Execução (monitoramento e controle por computador): Estas são as aplicações
diretas nas quais o computador se conecta diretamente com o processo
de manufatura com o propósito de monitorar ou controlar o processo.
- Planejamento (aplicações de suporte à manufatura): Estas são as aplicações
indiretas nas quais o computador é usado como suporte das operações
de produção na planta, mas não há interface direta entre o computador
e o processo de manufatura.
O monitoramento de processo envolve uma interface direta com o processo
de manufatura com o propósito de observar o processo e o equipamento
associado e coletar dados do processo. O computador não é usado para
controlar a operação diretamente. O controle continua nas mãos de
operadores humanos, que podem ser guiados pelas informações compiladas
pelo computador. O controle do processo por computador vai um passo
além de apenas observar o processo, controlando-o a partir das observações.
Além das aplicações envolvendo uma interface direta computador-processo
com o propósito de controle ou monitoramento do processo, a Manufatura
Auxiliada por Computador também inclui aplicações indiretas nas quais
o computador faz um papel de ajudante nas operações de manufatura
da planta. Nessas aplicações o computador é usado fora da linha para
prover planos, cronogramas, previsões, instruções e informações através
das quais os recursos produtivos da empresa podem ser gerenciados
mais efetivamente. Alguns exemplos de CAM para suporte à manufatura
são:
- Programação de máquinas de controle numérico por computadores: Programas
de controle são preparados para máquinas-ferramenta automáticas.
- Planejamento de processos automatizado por computador: O computador
prepara uma lista de seqüências de operações necessárias para processar
um particular produto ou componente.
- Padrões de trabalho gerados por computador: O computador determina
o padrão de tempo para uma operação particular.
- Programação de produção: O computador determina o programa adequado
para atender às necessidades da produção.
- Planejamento das necessidades de materiais: o computador é usado para
determinar quando pedir matérias-primas, componentes e quantos devem
ser pedidos para atender à programação de produção.
- Controle de chão-de-fábrica: Nesta aplicação, dados são coletados
da fábrica para determinar o progresso das várias ordens de produção.
Segundo Teicholz (1985) CAM está associado apenas com a geração de
programas NC auxiliada por computador. Zeid (1991), propoem um gráfico
onde se inclui, dentro do que ele chama de o processo CAM, desde o
planejamento do processo, passando pelo planejamento da produção,
o projeto e obtenção de novas ferramentas, o controle de pedidos,
a programação NC, DNC (Comando Numérico Distribuído), a produção,
o controle de qualidade e até a embalagem. Nesta abordagem CAM é visto
como sendo a soma de ferramentas computacionais de manufatura sendo
dividida em três tipos:
- Hardware: unidade central, terminais, unidades de entrada
e saída.
- Software: bancos de dados, CAD, NC, MRP, etc.
- Redes: de robôs, de células de manufatura, de sistemas de manipulação
de materiais, etc.
É interessante notar que em todas as referências a CAM é sempre muito
relacionada ao CAD, pois o objetivo sempre é passar do projeto à manufatura
da maneira mais rápida e fácil possível. Desse modo, muitas vezes
eles são citados de forma conjunta (sistemas CAD/CAM). A relação também
é obvia uma vez que as atividades CAM quase sempre necessitam de alguma
informação CAD como entrada.
Como se pode ver, CAM sempre foi relacionado ao controle da manufatura
como um todo. No entanto, atualmente, as ferramentas de software
consideradas para CAM são aquelas ligadas unicamente à geração de
programas para máquinas CN. Aparentemente, o nome CAM ficou associado
a esse tipo de aplicação, já que esta, dentre as aplicações que se
incluem sob o nome de CAM, foi a que se desenvolveu primeiro. As outras
aplicações, ao se desenvolverem posteriormente, com o aumento generalizado
do uso de computadores, ganharam depois nomes próprios, como CAPP
(Planejamento do Processos Auxiliado por Computador) e CAPPC (Planejamento
e Controle da Produção Auxiliado por Computador, que inclui MRP, controle
de chão-de-fábrica, etc).
O software de CAM tem uma íntima relação com o CAD e na maioria
das vezes importando modelos de produto a partir deste. Além disso,
o software deve transmitir seus dados corretamente para a
máquina- ferramenta, para que a usinagem seja realizada a contento.
Assim a integração do CAM ao ambiente se dá nessas duas frentes: a
comunicação CAD-CAM e a comunicação CAM-máquina-ferramenta.
- Comunicação CAD-CAM: O programa de CAM em geral recebe como entrada
um desenho (ou desenhos) do CAD, e a partir dele é feita a geração
de caminhos de ferramenta, etc. O padrão de comunicação mais importante,
sendo inclusive um padrão ANSI, é o IGES (Initial Graphics
Exchange Specification). Ele foi aprovado em setembro de 1981 como
Padrão ANSI Y14.26M. Ele permite a troca de dados entre sistemas CAD/CAD.
IGES funciona no nível de banco de dados de objetos ou estrutura de
dados de aplicações. Basicamente todos os pacotes comerciais de CAM
lêem arquivos padrão IGES. Além do padrão IGES, existem outros tipos
de arquivo que, por serem de larga utilização, também são suportados
por grande parte dos pacotes.Alguns exemplos são o padrão DXF®, do
AutoCAD®, o padrão VDA, o padrão CATIA®, etc.
- Comunicação CAM-Máquinas-ferramenta: Como já foi dito anteriormente,
o controlador das máquinas ferramenta somente tem condições de ler
arquivos em linguagem G e semelhantes, que são a linguagem de mais
baixo nível para esse tipo de aplicação. Assim, o sistema CAM deve
gerar esse tipo de código para que ele seja carregado na máquina.
Para isso existem os pós-processadores: gerar o código G a partir
do formato de alto nível usado no pacote. No entanto, para cada combinação
de controlador-máquina, é necessário um código diferente. Assim existem
inúmeros pós-processadores diferentes. Os mais comuns costumam ser
fornecidos junto com os sistemas CAM, porém em alguns casos pode ser
necessário gerar um novo pós-processador.
Nos capítulos anteriores a abordagem baseada em features
foi considerada como um importante elemento no projeto e na manufatura
auxiliada por computador. Também foi considerado como as features
podem ser consideradas como um elemento de integração potencial entre
o projeto e a manufatura. Este capítulo apresenta o papel das features
no projeto, manufatura e como elemento de integração do CAD/CAPP/CAM.
A integração entre as etapas do ciclo produtivo é um dos caminhos
que devem ser explorados na busca pela redução de custos e tempos
de produção. De acordo com Jasthl et al (1994) a modelagem
do produto é o ponto central para a promoção de tal integração.
Num sistema de produção integrado, o modelo do produto, definido no
módulo de CAD, deve estar disponível para outros módulos (CAE, CAPP,
CAM, CAQ, etc) para que estes possam realizar suas funções, assim
como estes módulos devem ser capazes de enviar informações de volta
para o módulo de CAD a fim de que alterações que sejam necessárias
na peça possam ser efetuadas ainda na etapa de projeto (por problemas
detectados na fabricação, por exemplo). A utilização de features como
base de informação para a modelagem do produto é o caminho para se
atingir esta integração (TÖNSHOFF et al, 1994). De acordo
com SALOMONS et al (1993) a tecnologia de features
é o caminho mais adequado para se promover a integração entre as atividades
de projeto, planejamento do processos, fabricação, inspeção, etc.
Este capítulo é baseado em Salomons (1993), Salomons (1995) e Rezende
(1996).
De acordo com Shah, Mäntylä e Nau (1994), o primeiro trabalho relacionado
com features foi realizado por Grayer durante seu doutorado
em Cambridge, em 1976, onde features foram utilizadas para
a automatização da geração de programas NC com base em desenhos feitos
em um CAD.
Como as pesquisas em features são relativamente recentes,
várias definições são apresentadas, cada uma formulada com base em
conceitos de uma área específica. A seguir apresentam-se algumas definições
encontradas na literatura:
- feature de forma: entidades relacionadas com a geometria
e topologia de uma peça;
- feature de tolerância: entidade relacionada com os desvios
aceitáveis nas dimensões de uma peça;
- feature de material: entidade relacionada com as propriedades
mecânicas de uma peça;
- feature funcional: entidade relacionada com a funcionalidade
da peça;
- feature de montagem: entidade relacionada às operações de
montagem;
Figure 5.1 mostra alguns exemplos de features que aparecem
em algumas peças (SALOMONS, 1995).
Figure 5.1:
Exemplos de features.
|
|
Salomons et al (1993) em sua revisão sobre pesquisas com
projeto baseado em features apresentam um série de definições,
algumas das quais foram coletadas na literatura. Assim, features
podem ser:
- um conjunto de informações referentes à forma assim como outros atributos
de uma peça, de tal forma que este conjunto possa ser manipulado em
projeto, manufatura e montagem (definição apresentada pelos autores);
- configurações geométricas específicas formadas em uma superfície,
aresta ou canto de uma peça. Este conceito é elaborado tendo por base
o ponto de vista de planejamento do processos (Glossário Ilustrado
de Features da CAM-I);
- uma forma genérica que tem algum significado em engenharia;
- um conjunto de informações usado para descrever uma peça. Cada feature
possui informações relativas à funcionalidade, projeto e manufatura;
- uma forma geométrica ou entidade cuja presença ou dimensões são requeridas
para a realização de pelo menos uma das atividades de um sistema CIM;
- uma entidade capaz de armazenar informações do produto que podem ajudar
a atividade de projeto assim como a comunicação do projeto com a fabricação
ou entre quaisquer outras atividades de engenharia;
- uma entidade manipulada durante atividades de projeto, engenharia
e manufatura (Relatório da CAM-I).
Em grande parte das definições apresentadas, busca-se estabelecer
uma associação entre feature e forma geométrica. Isto se
dá porque grande parte das aplicações que utilizam features
são voltadas para a área de planejamento do processos, onde a forma
geométrica é essencial, e o termo feature é utilizado para
se referir a feature de forma. Para que features
possam ser utilizadas como elemento de ligação entre as atividades
do ciclo produtivo devem ser capazes de armazenar informações geométricas
(forma e dimensões) e outros tipos de informações que sejam necessárias
para a realização de alguma etapa do ciclo produtivo.
Projeto e manufatura talvez sejam as etapas do ciclo produtivo que
tiveram o maior avanço tecnológico das últimas décadas, com o desenvolvimento
de sistemas CAD (de auxílio ao projeto) e dos sistemas CAM (de auxílio
à geração de programas NC). Contudo, este desenvolvimento se deu de
forma isolada, e a comunicação de sistemas CAD/CAM é hoje um grande
problema, ocasionando um aumento exagerado no tempo de desenvolvimento
de qualquer produto.
Este problema ocorre devido ao pequeno desenvolvimento dos sistemas
CAPP, que na verdade têm a tarefa de promover a ligação entre dados
de projeto e fabricação. A passagem de dados de projeto para planejamento
do processos e deste para a fabricação deve então ser o ponto estudado.
Para a geração de um plano de processos, é necessário que uma análise
detalhada da peça seja empreendida. Quando se deseja utilizar o computador
para a geração de planos de processo, a utilização da tecnologia de
features facilita a análise da peça (Salomons, 1995). Sendo
assim, é interessante que os dados manipulados por um sistema CAPP
estejam na forma de features de manufatura. Associado as
features de manufatura no caso de processos de fabricação
com remoção de material temos as features de usinagemtypeset@protect
@@footnote
SF@gobble@opt
Feature de usinagem é a porção ou parte da peça afetada pela
operação de usinagem.
. Uma feature de usinagem é constituída por:
- Features volumétricas: é o volume de material removido pela
operação de usinagem para transformar a peça bruta em peça acabada.
O volume removido é denominado de Volume Delta ou Volume Removido;
- Features de superfície: é uma coleção de faces na peça que
resulta da usinagem (subtração) de uma feature volumétrica.
A norma STEP define uma machining_feature (nomenclatura
STEP) como sendo uma ``unidade de funcionalidade (UoF) que contem
as informações necessárias para identificar as formas que representam
os volumes de material que deve ser removido da peça por um processo
de usinagem''. Já um volume_feature é visto como o ``volume
adicionado ou subtraído de um volume pré-existente''. Uma form_feature
é um ``shape_aspect o qual conforma-se para algum padrão
pré-concebido ou esteriótipo e é, para propósito de aplicação, tratado
como uma ocorrência deste esteriótipo''.
Segundo Halevi e Weill (1995) e Hounten (1991) a modelagem baseada
em feature é definida como um elemento físico da peça que tem algum
significado específico de engenharia, devendo satisfazer as seguintes
condições:
- ser um elemento físico da peça;
- se mapeável para uma forma genérica;
- ter um significado para engenharia ;
- ter propriedades que se possa prever.
De acordo com Shah, Mäntylä e Nau (1994) existem essencialmente duas
formas de se fazer a preparação de dados de um produto, com base em
features de manufatura, para o planejamento do processos:
- reconhecimento de features de manufatura a partir de um modelo
sólido;
- mapeamento de features de projeto em features de
manufatura.
Neste tipo de abordagem, a peça criada no CAD é representada em termos
de um modelo sólido. As features de manufatura são identificadas,
com base neste modelo sólido, de forma automática ou de forma interativa.
Dentre as técnicas de reconhecimento mais utilizadas pode-se citar:
- método de secção: é tipicamente utilizado para a geração de trajetórias
de ferramentas para fresamento em 2,5D;
- decomposição convexa: neste algoritmo ocorre a decomposição do volume
do sólido em várias partes. A decomposição é efetuada a partir da
subtração do volume do sólido da menor casca convexa que o envolve.
O processo se repete até que o resultado da subtração seja um sólido
de volume nulo;
- métodos baseados no contorno: neste método, para cada feature, condições
geométricas e topológicas que devem ser satisfeitas são identificadas.
Para que o reconhecimento de uma determinada feature, no modelo sólido,
seja executado, é feita uma procura no banco de dados geométrico para
verificar se as condições relativas a esta feature são satisfeitas;
- decomposição celular: este método tem sido aplicado para a determinação
de volumes que devem ser usinados, a partir da subtração do modelo
sólido da peça do modelo sólido da matéria-prima.
A revisão apresentada acima é apenas uma introdução às técnicas utilizadas.
Detalhes de cada técnica podem ser encontrados nas referências: Henderson
et al (1994), Kim (1994) e Sakurai e Chin (1994). Dentre
os trabalhos encontrados na literatura, que se utilizam de reconhecimento
de features pode-se citar: Ferreira (1990), Abdou e Cheng
(1993) e Shah, Rogers et al (1990).
Alguns pesquisadores apresentam restrições com relação ao reconhecimento
de features como Bronsvoort e Jansen (1994), que afirmam
que o reconhecimento é de certa forma redundante, pois durante a etapa
de projeto, informações de alto nível sobre o produto são transformadas
em informações geométricas de baixo nível. Durante o reconhecimento
de features as informações geométricas são re-processadas
com o fim de recuperar as informações de alto nível perdidas.
Neste tipo de abordagem, uma biblioteca de features de projeto
ou de manufatura é colocada à disposição do projetista, que cria a
peça através da instanciação das features presentes nesta
biblioteca (SHAH, BHATNAGAR e HSIAO, 1988) e (HAN, 1996). Desta forma
podemos distinguir duas categorias de sistemas de projetos baseados
em features: projeto com features de forma e projeto
com features de manufatura (HAN, 1996).
Neste caso o modelo da peça é representado em termos de features
de projeto. As features de manufatura são obtidas através
da conversão ou mapeamento das features de projeto para o
domínio da manufatura. De acordo com Shah citado por Shah, Mäntylä
e Nau (1994) o mapeamento de features pode ser feito de diferentes
maneiras, quais sejam:
- um-para-um: quando a feature resultante do mapeamento é idêntica
à feature mapeada, no caso feature de manufatura
(do outro domínio);
- re-parametrização variante: quando diferentes conjuntos de atributos
são utilizados para representar a mesma feature em diferentes
domínios;
- agregação discreta: quando duas ou mais features de um domínio
são mapeadas para uma única feature em outro domínio;
- decomposição discreta: quando uma feature é mapeada para
duas ou mais features em outro domínio;
- conjugação: quando uma feature (obtida após o mapeamento)
é resultante de apenas algumas partes de duas ou mais features
de um outro domínio.
Uma revisão mais detalhada sobre mapeamento de features pode
ser encontrada nas referências Gadh (1994) e Shah, Shen e Shirur (1994).
Para que seja possível ter o modelo da peça em termos de features
de projeto, é necessário que se realize um projeto por features.
De acordo com Finger e Dixon citados por Salomons (1995), a utilização
do computador no auxílio às atividades de projeto pode se dar em três
etapas, quais sejam:
- projeto conceitual ou preliminar;
- projeto estrutural ou de configuração;
- projeto paramétrico ou detalhado.
Sistemas de projeto por features têm sido construídos, como
os relatados em Shah, Hsiao e Robinson (1990) e You, Chu e Kashuap
(1989), mas são adequados somente para a etapa de detalhamento. As
etapas de projeto estrutural e conceitual ainda não dispõem de sistemas
baseados em features, como descrito no terceiro capítulo.
O planejamento do processos necessita, além da definição da geometria
da peça, de dados como tolerâncias, acabamentos superficiais e especificações
de material (Shah, Mäntylä e Nau, 1994). Se estes dados já estão prontos
no modelo derivado de um CAD baseado em features, então,
quando comparado a um sistema de reconhecimento de features,
esta abordagem permite uma redução significativa no esforço empreendido
para a comunicação CAD/CAPP. Por outro lado, ao utilizar um sistema
de projeto por features, o projetista deve se limitar à utilização
das features presentes na biblioteca. Esta seria então uma
desvantagem do projeto por features em relação ao reconhecimento
de features.
Segundo Pandiarajan & Dwivedi (1993) e Wright & Wang (1998) o projeto
ou modelagem por features pode ser baseado em features
de forma (projeto) ou features de manufatura. Na abordagem
baseado em features de projeto é necessário utilizar-se de
estratégias de mapeamento de features, conforme apresentado
no tópico anterior.
Na abordagem com features de manufatura o projetista é forçado
a definir a geometria da peça usando um conjunto de features
associadas com um processo de manufatura específico. Exemplos de utilização
desta abordagem (HAN, 1996) são os sistema QTC (Quick Tournaroud
Cell), First Cut e Cybercut (http://cybercut.berkeley.edu).
Para usinagem, as features disponíveis para o projetista
são limitadas as features negativastypeset@protect
@@footnote
SF@gobble@opt
Features de usinagem são todas negativas ou subtrativas
no sentido de que elas são subtraídas da peça.
e todas são subtraidas da peça bruta. A vantagem deste método é que
as features de usinagem estão diretamente disponíveis no
modelo da peça não sendo necessário o reconhecimento ou mapeamento
de features. A imposição deste método é a sua restrição pois
assume que o projetista tem amplo conhecimento de manufatura e força
o projetista a pensar em termos de features de manufatura.
Normalmente, o projetista está interessado, inicialmente, na forma
da peça e nos aspectos funcionais.
Normalmente a abordagem baseada em features de manufatura
é empregada na modelagem de peças prismáticas associando o volume
a ser removido de material da peça diretamente a feature
de usinagem através da subtração de material da peça bruta em função
da ferramenta de corte selecionada. Utiliza-se de um modelador sólido
do tipo CSG por trabalhar diretamente com operações booleanas de subtração
de features a partir da peça bruta até chegar à geometria
desejada da peça acabada. Por exemplo, no processo de furação o volume
de material removido está associado diretamente ao diâmetro da ferramenta,
bastando definir uma operação booleana de subtração de um volume cilíndrico
com determinadas dimensões de diâmetro (ferramenta) e comprimento
(profundidade de corte).
Em peças cilíndricas/rotacionais esta associação não é tão obvia como
nas peças prismáticas quando se utiliza modeladores CSG, pois o projetista
deve associar o volume a ser removido de material a forma geométrica
desejada, sendo esta estratégia pouco utilizada nas peças rotacionais.
Como é possível representar uma peça rotacional através de 2D não
é necessário utilizar-se de um modelador sólido (REZENDE, 1996) e
(KURIC et al, 1998). No projeto de peças rotacionais é mais
adequado utilizar a abordagem de projeto baseado em features
de projeto trabalhando-se com uma biblioteca de features
para criar a geometria desejada. As peças rotacionais podem ser formadas
por dois grupos de features de projeto: features
internas e features externas (WYSK et al, 1993)
e (HAN, 1996).
A tecnologia de features está ainda na sua infância, sendo
necessária a realização de pesquisas referentes à sua aplicação nas
etapas do ciclo produtivo. De acordo com Salomons (1995) as pesquisas
em features têm sido encaminhadas nas áreas que se seguem:
- representação de features: procura definir como as features
serão representadas internamente no computador. Dois aspectos devem
ser considerados:
- forma: pode ser volumétrica ou superficial;
- significado de engenharia: é uma área onde os métodos estão muito
pouco desenvolvidos. Nielsen citado por Salomons (1995) apresenta
um trabalho onde as relações geométricas entre as features
são utilizadas para capturar significado de engenharia;
- definição de features: procura definir quais os atributos
tanto geométricos quanto tecnológicos que devem estar associados às
features;
- features e restrições: procura definir quais as relações
entre as restrições que são impostas sobre a peça e as features
que a constituem;
- validação de features: procura determinar quais são as condições
que devem ser satisfeitas para que as features sejam válidas.
Por exemplo, um furo (feature negativa) não pode existir
sem que esteja mergulhado num bloco ou eixo (feature positiva);
- múltiplas visões em features: devido às diferentes necessidades
de diferentes aplicações, um mesmo componente pode ser visto de várias
formas. Muitas vezes é interessante migrar de uma aplicação para outra
e uma transformação de features se torna necessária. Esta
área estuda os mecanismos de transformação de um domínio para outro.
Por exemplo, pode ser necessária a análise de uma mesma peça por softwares
de CAE e CAPP. Certamente as informações necessárias a cada software
seriam diferentes;
- padronização de features: pesquisas nesta área buscam classificar
e padronizar features. Os primeiros esforços neste sentido
foram feitos para a padronização de features de forma e são
relatados em CAM-I (1986). Esforços têm sido feitos no sentido de
uma padronização não só de features de forma, mas de todas
as informações necessárias no ciclo de vida de um produto através
da norma STEP (Shah e Mathew, 1991). Os protocolos de aplicações da
norma STEP AP224typeset@protect
@@footnote
SF@gobble@opt
Part224: Application protocol: Mechanical product definition for process
planning using form features.
e AP48typeset@protect
@@footnote
SF@gobble@opt
Industrial Automation Systems - Product Data Representation and Exchange
- Part 48: Form Features.
são um esforço para padronização de features de forma e
de manufatura. Por exemplo a AP224 define dezesseis categorias de
features de usinagem (Machinining_features). Em
ftp://omega.enm.unb.br/pub/doutorado/disco2/www.step-nc.org
pode-se consultar estas normas;
- features e linguagens: linguagens podem ser utilizadas para
representar e definir features. Vários são os trabalhos citados
por Salomons (1995) que buscam estabelecer linguagens adequadas para
a descrição de features: Express, ADDL (Linguagem de Descrição
de Projeto), FDL (Linguagem de Descrição Funcional) e PDGL(Linguagem
Gráfica para o Projeto de Peças.
Neste capítulo são apresentadas diversas arquiteturas de sistemas
CAPP baseados na abordagem de features e desenvolvidos para
operações de torneamento tanto de caráter acadêmico como comercial
destacando os seguintes sistemas: ROUND (HOUTEN, 1991), AUTO_PLAN
e TECHCUT (HUANG, 1988), CAPP Grima (REZENDE, 1996) e Seicos Sigma
 10L Multi Control (HITACHI, 2001).
10L Multi Control (HITACHI, 2001).
O sistema foi concebido a partir do sistema BID que era um programa
interativo desenvolvido para cálculo econômico das condições de usinagem
em operações de torneamento (HOUNTEN, 1977) e (KALS, 1978). O sistema
desenvolvido executava otimizações levando em conta restrições técnicas
de máquinas-ferramenta, sistemas de fixação, ferramentas e da peça.
Contudo não era capaz de gerar o caminho da ferramenta, pois a geometria
da peça era superficialmente especificada. Mais tarde, BID foi extendido
com facilidades para visualizar graficamente restrições tecnológicas
e melhorando o procedimento de otimização. BID foi a base para o desenvolvimento
do sistema ROUND (HOUNTEN, 1981). Estes sistemas foram a base de desenvolvimento
para diversas arquiteturas de sistema CAPP voltados para peças rotacionais,
prismáticas e chapas metálicas desenvolvidos no Laboratory
of Production Engineering, Technical University of Eindhoven.
ROUND é um sistema de planejamento do processo generativo para operações
de torneamento estruturado de forma modular. A arquitetura de ROUND
é apresentada na figura 6.1. Os dados dos recursos de
manufatura são armazenados em arquivos chamados de fixos. Módulos
individuais tratam de (HOUNTEN, 1987):
- especificações geométricas (RNDINP);
- dispositivos de fixação (RNDFIX);
- seleção de ferramentas de corte para operações de acabamento (RNDFTL);
- cálculo de condições de usinagem para operações de acabamento (RNDFTE);
- determinação dos métodos de desbaste (RNDMTH);
- seleção de ferramentas de desbaste (RNDRTL);
- cálculo de condições de corte para operações de desbaste (RNDRTE);
- pós-processador (RNDPPR);
- módulo que prepara set-point para sistema de monitoramento
do processo (RNDADC).
Figure 6.1:
Arquitetura do sistema ROUND.
|
|
A geometria da peça é especificada por meio de elementos de forma
paramétricos como cilindros, elementos de forma convexos e côncavos,
macros de elementos (combinação genérica de primitivas), entre outros.
É também possível especificar tolerâncias e rugosidade superficial.
A interface é orientada a menus. Parâmetros geométricos que são determinados
pelo contexto podem ser omitidos e expressões aritméticas podem ser
usadas. Este método de descrição geométrica tem provado ser muito
eficiente para especificação de produto 2D. A figura 6.2
mostra uma tela associada à definição geométrica.
Figure:
Uma tela da definição geométrica do sistema ROUND.
|
|
No RNDFIX, a máquina de corte é selecionada interativamente. A seguir,
alternativas de seqüências de fixação são avaliadas e os apropriados
dispositivos de fixação são selecionados. Estas e todas as decisões
posteriores são muito dependentes dos recursos. Como conseqüência
não se consegue um re-planejamento de uma peça a ser torneada fora
da especificação estabelecida de máquinas, dispositivos e ferramentas
no sistema. ROUND executa estes módulos de forma automática, sendo
possível gerar rapidamente planos de processo alternativos. O usuário
pode aceitar as recomendações de ferramentas sugeridas pelo sistema
ou pode escolher uma outra interagindo com o sistema. A figura 6.3
apresenta uma tela do sistema associada a um grupo de ferramentas
de acabamento e as correspondentes áreas de usinagem. Quando requerido
os módulos de tecnologia mostram os resultados do procedimento de
otimização e o usuário é capaz de checar as aspectos críticos no cálculo
das condições de corte em relação as restrições impostas pelos equipamentos
e processos de corte. ROUND gera o programa NC, bem como, documentação
e informações sobre as ferramentas, insertos, condições de usinagem,
desgaste de ferramenta, número de peças a serem produzidos por inserto,
tempos e custo de operação, potência requerida, entre outras.
Figure:
Uma tela associada a uma ferramenta de acabamento
e a correspondente área de usinagem.
|
|
ROUND é bastante funcional e tem boas características de visualização
de resultados de cálculo e seleção de processos voltado para aplicações
em pequenas e médias empresas de manufatura. Um dos pontos negativos
do sistema está associado à seqüência na qual as decisões são tomadas
que é fixo, ou seja sempre segue a mesma ordem, não tendo uma estrutura
modular, sendo necessário a execução do módulos em ordem seqüencial.
Quando um módulo falha todo o processo tem de ser reiniciado.
Como o sistema foi idealizado e implementado no início da década de
oitenta ele apresenta muitas restrições associadas ao hardware
disponível na época em termos de implementação. Com relação à arquitetura
o sistema não foi concebido baseado em modelagem por features
e sim em um sistema CAD 2D parametrizado. O sistema também não utiliza
técnicas baseadas na representação de conhecimento, como sistemas
especialistas, base de dados relacionais e outras abordagens que começaram
a ser utilizadas em sistemas CAPP a partir do final da década de oitenta
até os dias atuais.
Techturn é um sistema de planejamento do processo generativo para
peças torneadas que foi desenvolvido no Manufacturing and
Machine Tool Division of Mechanical Engineering Department em UMIST
desde de 1983 até 1988 (HUANG, 1988). Os estágios envolvidos no sistema
são: entrada da geometria, planejamento do processo, seleção de ferramentas,
cálculo das condições ótimas de usinagem e pós-processamento para
geração do código NC. Cada estágio pode ser utilizado em modo manual
ou automático. O módulo de planejamento do processo automatizado é
chamado de AUTO-PLAN.
Para um dada peça a ser usinada, peça bruta e máquina, a primeira
parte do sistema AUTO-PLAN determina o método de fixação, os dispositivos
de fixação e as posições de fixação. Na determinação destes parâmetros
o sistema leva em conta não apenas as informações geométricas sobre
a peça a ser usinada e peça bruta, mas as informações sobre os recursos
disponíveis, como dispositivos de fixação para uma dada máquina e
requisitos tecnológicos definidos no projeto da peça, como tolerâncias
de forma e posição (concentricidade, cilindricidade, circularidade,
entre outros).
A segunda parte do sistema AUTO-PLAN reconhece as features
de projeto, como ranhuras, roscas, etc; determina os volumes de material
a ser removido, determina o método mais econômico de usinagem para
um dado volume de material; e finalmente faz o seqüenciamento das
operações a serem executadas. AUTO-PLAN pode trabalhar com features
assimétricas que podem ser usinadas em um centro de torneamento. Para
cada operação determinada faz-se uma estimativa de custo utilizando
procedimentos que calculam as condições otimizadas de corte. A determinação
da seqüência de operações de torneamento é baseado em regras normalmente
utilizadas tendo o cuidado de garantir que os requisitos tecnológicos
serão satisfeitos. O sistema foi desenvolvido em Pascal, utilizando
o sistema operacional DOS®.
TECHTURN consiste dos seguintes módulos, apresentados na figura 6.4:
- geometria (TURNINP).
- planejamento (PP).
- seleção de ferramentas (TSEL).
- trajetória de ferramenta (TLPATH).
- pós-processamento (MAC-SPEC/NCPOST).
Figure 6.4:
Fluxograma do sistema TECHTURN.
|
|
Este módulo, TURNINOP, é uma módulo gráfico interativo que permite
ao usuário especificar a geometria da peça bruta, peça acabada e requisitos
tecnológicos da peçatypeset@protect
@@footnote
SF@gobble@opt
Os requisitos tecnológicos são, normalmente, especificados através
de tolerâncias dimensionais, tolerâncias de forma e posição, rugosidade
superficial e tratamento térmico.
. É orientado por menus e usa terminologia de chão-de-fábrica, facilitando
seu uso. As primitivas geométricas, ou elementos, são definidas seqüencialmente.
Todos os pontos de intersecção são calculados pelo sistema.
Se uma primitiva não está completamente definida o usuário pode entrar
com as informações necessárias. Por exemplo, o raio deve ser uma parâmetro
conhecido para o arco. Note que a definição completa de um arco necessita
de quatro tipos de informação de coordenadas: ponto de início, ponto
final, centro e o raio. Um editor gráfico 2D é utilizado para inserir,
apagar ou modificar primitivas.
O sistema não utiliza a abordagem de modelagem baseado em features
de projeto ou manufatura. O que se faz é trabalhar com primitivas
geométricas (pontos, linhas e arcos) para definir a geometria da peça.
Este módulo é chamado de PP, tendo duas partes: um sub-módulo com
uma interface gráfica-interativa denominada MAN-PLAN permitindo o
planejamento do processo de forma interativa e o AUTO-PLAN que executa
o planejamento do processo de forma automática.
No modo de planejamento do processo interativo, o sistema possibilita
que o usuário: selecione a peça acabada, o componente, e a peça bruta
especificando o relacionamento entre elas; define a configuração do
sistema de fixação (método, dispositivo e pontos de fixação); especifique
o volume de material a ser usinado para cada operação.
Já o AUTO-PLAN requer como entrada a informação geométrica da peça
bruta e da peça acabada bem como dos requisitos tecnológicos da peça
acabada. O sistema determina o tipo de fixação e gera um plano de
operações completo (volume a ser removido, operações econômicas e
a seqüência de operações a seren executadas).
Este módulo denominado de TSEL pode trabalhar no modo manual ou automático.
O modo automático é baseado em uma abordagem baseada em heurística
e de cálculo. O método pesquisa as ferramentas em uma biblioteca e
descarta aquelas que apresentam restrições de ordem geométrica, por
exemplo uma ferramenta que poderia causar colisões com a geometria
da peça. As ferramentas selecionadas são arranjadas em ordem crescente
associado ao custo de usinagem por gume do inserto selecionado. As
condições de corte e o custo são calculadas para a ferramenta mais
barata.
O módulo trajetória de ferramenta (TLPATH) se compõe de duas partes:
uma interativa (MACH) e uma automática (AUTOMACH).
A parte interativa permite que o usuário especifique os parâmetros
de corte (velocidade, avanço e profundidade de corte) e então gerá
a trajetória de ferramenta para usinagem da peça. O sistema faz também
uma simulação do trajeto da ferramenta ao usuário. A saída de MACH
é armazenada no padrão CLDATA (Cutter Locate Data) e serve
como entrada para o módulo de pós-processamento (NCPOST) que gera
o apropriado código G para o centro de torneamento definido.
AUTOMACH utiliza o CTP (Cutting Technology Package) para
calcular os parâmetros de corte otimizados. O módulo gera o caminho
da ferramenta para os parâmetros de corte otimizado e apresenta os
resultados ao usuário de forma gráfica e armazenando o arquivo em
formato CLDATA. Depois é feito o pós-processamento no módulo MAC-SPEC/NCPOST
para a máquina selecionada.
O módulo consiste de dois programas: MAC-SPEC e NCPOST. MAC-SPEC é
um programa interativo que especifica detalhes da máquina e do seu
sistema CNC. O segundo, NCPOST converte o CLDATA no apropriado código
G para a máquina.
O sistema é constituído de dois módulos: SET_UP e OP_PLAN. SET_UP
determina a configuração do sistema de fixação (métodos, dispositivos
e pontos de fixação) e também divide os elementos da peça em dois
grupos, os elementos em um grupo sendo usinado dentro do mesmo setup.
OP_PLAN divide a peça bruta em sub-volumes, decide a operação para
remover cada sub-volume e a seqüência de operações. Os módulos são
independentes e a ligação entre eles são os dados relacionados à peça
bruta, peça acabada, sistema de fixação e plano de processo gerado.
O resultado final é armazenado no arquivo, PLAN.DAT, que é a entrada
de dados para o modulo de seleção de ferramenta. A figura 6.5
apresenta a estrutura do sistema.
Figure 6.5:
Estrutura do sistema AUTOPLAN.
|
|
É feito uma análise dos requisitos tecnológicos para seleção do sistema
de fixação da peça (HUANG, 1988) baseados nos mesmos procedimentos
adotados por um processista na definição da fixação da peça:
- análise do desenho da peça (tolerâncias dimensional, geométrica e
acabamento superficial);
- define quais os elementos geométricos a serem usinados no mesmo setup
para garantir os requisitos tecnológicos;
- define o sistema de fixação para os diversos setup (basicamente
é a mesma abordagem definida no capítulo 3.3 e já apresentada no procedimento
manual).
A figura 6.6 apresenta vários tipos de placas utilizadas
na fixação da peça.
Figure 6.6:
Tipos de placas utilizadas (HUANG, 1988).
|
|
As operações consideradas pelo OP_PLAN são torneamento, faceamento,
mandrilamento, furação, sangramento e rosqueamento em um torno CNC.
A metodologia de planejamento utilizada em OP_PLAN é uma combinação
de dois métodos: uma árvore de decisão e um método heurístico. Uma
estrutura em árvore é construída e é podada através de regras pré-determinadas
resultando em uma árvore de decisões mais simplificada. A árvore para
planejamento de perfil externo é apresentada na figura 6.7a
e a árvore para perfil interno é apresentada na figura 6.7b.
Figure:
Árvores de decisão utilizadas no AUTOPLAN (HUANG,
1988).
|
|
A árvore é construída através do seguinte procedimento:
- reconhecimento de features;
- gera o volume a ser usinado e determina a operação;
- modifica a geometria da peça.
Este procedimento é repetido até que a árvore seja gerada. A figura
6.8 apresenta um exemplo.
Figure:
Um exemplo do procedimento associado a uma árvores
de decisão (HUANG, 1988).
|
|
As features presentes em peças torneadas são: diâmetro, face,
rosca, cônico, chanfro, arco, rasgo e entalhe. No OP_PLAN as features
consideradas são classificadas em quatro categorias:
- rosca;
- chanfro e rasgo;
- perfil externo;
- perfil interno.
A determinação do volume de material a ser removido e a operação é
baseado no tipo de feature reconhecido pelo sistema. A cada
feature reconhecida a área ou perfil de usinagem e a operação pode
ser determinada. As operações de acabamento consistem de: rosqueamento,
torneamento, faceamento, mandrilamento e alargamento. A operação final
de acabamento constitui-se de um único passe. A profundidade de corte
ainda não é conhecida e só será calculada pelo CTP depois que uma
apropriada ferramenta de corte tenha sido selecionada.
Do ponto de vista da manufatura existem três regras que devem ser
seguidas quando se vai determinar o seqüenciamento das operações:
- operações de desbaste devem ser executas em primeiro lugar;
- determinar os elementos de localização, isto é, referências de apoio
e fabricação. As duas faces externas e furos de centro devem ser usinados
em primeiro lugar;
- se um furo está presente em uma peça ele deve ser usinado primeiro.
OP-PLAN assume a seguinte seqüência de usinagem:
- se tem perfil interno remova a maior quantidade de material possível
através de operações de furação;
- desbaste do perfil externo através de faceamento ou operações de torneamento;
- execute as operações de sangramento externo;
- execute operação de furação nas features que não podem ser
usinadas por operações de mandrilamento;
- execute mandrilamento de desbaste no perfil interno;
- execute as operações de sangramento interno;
- acabamento dos elementos externos;
- rosqueamento externo;
- alargamento das features que não podem ser usinadas por operações
de mandrilamento;
- acabamento do perfil interno;
- rosqueamento interno.
A otimização dos parâmetros de corte é realizada no OP_PLAN por algoritmos
que se utilizam da teoria clássica de usinagem baseando-se na nas
abordagens mínimo custo e máxima taxa de produção. As restrições associadas
à velocidade de corte, avanço, profundidade de corte, força de corte
e potência de corte devem ser levadas em consideração (HUANG, 1988).
Trabalha-se com várias restrições para se determinar os parâmetros
de corte de forma similar a estratégia adotada por Halevi e Weill
(1995) e Wang e Li (1991) e descrito no capítulo três.
A modelagem geométrica utilizado no sistema CAD não é baseada em features.
Trabalha-se com elementos geométricos básicos (linhas, arcos, pontos,
entre outros) para definição da geometria da peça. No módulo de planejamento
do processo AUTO-PLAN faz o reconhecimento de features a
partir da estrutura de dados geométrico em 2D com muitas limitações.
Este módulo faz parte do sistema TECHTURN e seu foco concentra-se
do planejamento do processo que é executado de maneira similar ao
procedimento manual elaborado por um processista. O processo automatizado
de geração do plano de processo utiliza-se de várias estratégias para
resolução dos problemas de planejamento do processo buscando normalmente
o caminho baseado na otimização dos parâmetros de corte. Utiliza-se
várias regras baseadas no conhecimento das operações de torneamento
normalmente catalogadas em handbooks de usinagem.
Uma boa contribuição deste trabalho está associado a heurística e
algoritmos propostos para resolução das várias atividades de planejamento
do processo para peças torneadas. Sem dúvida muitas destas regras
e algoritmos poderão ser utilizadas no trabalho de doutoramento em
conjunto com as abordagens descritas por Halevi e Weill (1995) e Wang
e Li (1991).
O CAPP Grima (REZENDE, 1996) se aplica à peças rotacionais que sejam
executadas em células de manufatura com estratégia de usinagem bem
definida. O modelo de sistema prevê a execução das seguintes tarefas
de forma automática:
- análise do desenho da peça;
- seleção de superfícies de referência para a fabricação;
- seleção de métodos de usinagem;
- divisão da rota de processo em etapas;
- seleção de máquinas-ferramentas;
- seleção de ferramentas de corte;
- seleção de dispositivos de fixação.
Para que o sistema possa identificar as características de cada peça,
é necessário que se defina uma forma eficiente de armazenamento de
informações tanto geométricas quanto tecnológicas e do seu envio do
CAD para o CAPP. Tendo em vista a adequação da tecnologia de features
a esse propósito, o sistema foi concebido de forma a representar as
informações de uma peça na forma de features.
O conceito de features adotado aqui é aquele apresentado
por Salomons et al (1993), onde featurestypeset@protect
@@footnote
SF@gobble@opt
Features são comparadas a ``tijolos'' utilizados na construção
de peças.
são definidas como um conjunto de informações referentes à forma,
assim como outros atributos de uma peça. A cada etapa do ciclo produtivo
podem estar associados diferentes conjuntos de informações. Sendo
assim, tem-se a necessidade de um conjunto de features de
projeto e outro de manufatura.
Devido à grande variedade e volume de dados manipulados durante a
atividade de planejamento do processos, tem-se a necessidade de um
sistema de informações bastante organizado, onde sejam evitadas duplicações
que levem a inconsistências na base de dados.
Uma forma bastante prática de análise de sistemas, a análise orientada
a objeto, onde os dados são organizados em classes, é adotada para
a representação das informações do sistema.
De acordo com este tipo de análise, dados de uma peça são assim representados:
- Peça;
- Código;
- Descrição;
- Tamanho de Lote;
- Material;
- Situação (Produção ou Reposição);
- Comprimento;
- Features.
A comunicação entre o usuário e o sistema é feita através de um desenho
onde são definidas todas as características funcionais da peça (desenho
do projeto).
Com o objetivo de facilitar a criação do desenho de projeto, utiliza-se
um módulo CAD elaborado com base na metodologia de projeto por features,
onde as peças são construídas a partir de uma biblioteca paramétrica
de features predefinidas. Assim, todas as peças criadas com
base na biblioteca serão representadas por um conjunto finito de features
presentes nesta biblioteca.
O plano de processos para a fabricação de uma determinada peça é feito
com base no desenho de fabricação, o qual é obtido a partir do desenho
de projeto.
A transformação do desenho de projeto em desenho de fabricação é feita
através do mapeamento de features, ou seja, uma peça que
tenha sido construída com base na biblioteca de features
de projeto, agora terá a sua representação como elemento a ser fabricado,
com base na biblioteca de features de fabricação (seção 2.3.2.2).
É oportuno ressaltar que o mapeamento de features é função
da célula de fabricação escolhida, sendo portanto uma parte móvel
do sistema.
A tarefa de planejamento do processos de fabricação tem uma característica
bastante peculiar: não existe um algoritmo predefinido para a geração
de planos de processo. Assim, se faz necessária uma metodologia de
programação que permita a utilização de heurísticas que representem
a forma de pensar do processista.
A tecnologia de sistemas especialistas ou sistemas baseados no conhecimento
utiliza regras do tipo IF THEN para representar o conhecimento
de um especialista sobre algum assunto (no caso, o conhecimento do
processista sobre planos de processo). A seqüência de execução não
é previamente conhecida e o fluxo de controle é dado pelo disparo
das regras que têm suas premissas satisfeitas. Esta técnica de programação
é bastante conveniente para problemas que não tenham solução algorítmica,
sendo portanto adotada neste sistema. Utilizou-se como ferramenta
para o desenvolvimento de sistemas especialista o software CLIPS 6.02®
para DOS® e Windows®. O sistema foi implementado em plataforma PC
utilizando o sistema operacional DOS® e Windows®, como sistema CAD
utilizou-se o AutoCAD® R12 e as linguagens de programação Autolisp®
do AutoCAD e Borland C++®.
O sistema apresenta duas fases distintas:
- a definição do desenho de projeto da peça: criação do desenho de projeto
com base na biblioteca de features de projeto. O usuário
se utiliza da interface gráfica no ambiente AutoCAD®.
- a criação de um plano de processos para a peça:
- transformação de features de projeto em features
de fabricação ou mapeamento de features para a criação do
desenho de fabricação;
- atribuição de operações de usinagem a cada feature;
- seleção da máquina utilizada para cada operação;
- seleção da ferramenta utilizada para cada operação;
- seleção do dispositivo de fixação utilizado para cada operação;
- definição da seqüência de operações.
Como pôde ser observado na seção anterior, a quase totalidade das
etapas de planejamento do processos é feita com base nas operações
que foram atribuídas às features (uma operação é atribuída
a uma única feature, mas várias operações podem ser atribuídas
à mesma feature). Sendo a operação de usinagem a base sobre
a qual se constrói o plano de processos, uma caracterização detalhada
de cada operação se faz necessária. A cada operação se associa os
seguintes atributos:
- Nome: indica o tipo de operação (cilindramento, faceamento, sangramento,
etc). É utilizado para a seleção de máquinas, ferramentas e dispositivos
de fixação;
- Índice: número inteiro que indica a seqüência de operações. Cada operação
é criada com um índice aleatório. Durante o seqüenciamento, as operações
têm seus índices remanejados de forma que operações com índices menores
sejam executadas no início do processo de fabricação;
- Ferramentas: contém os nomes das ferramentas que poderão ser utilizadas
para a execução da operação. Com base no conjunto ferramentas de cada
operação é que se escolhe a ferramenta que será realmente utilizada
em cada operação;
- Dispositivos de Fixação: contém os nomes dos dispositivos de fixação
que poderão ser utilizados para a execução da operação. A seleção
de um dispositivo específico é feita a partir das regras de seleção
de dispositivos de fixação;
- Tipo da Máquina :é utilizado para especificar qual o tipo de máquina
mais conveniente para a execução da operação. É uma característica
utilizada para selecionar a máquina específica;
- Máquinas: contém os nomes das máquinas que poderão ser utilizadas
para a execução da operação. A seleção de uma máquina específica é
feita a partir das regras de seleção de máquinas;
- Posição : classifica as operações quanto à posição da ferramenta em
relação à peça trabalhada. Pode assumir os valores: externa, interna
ou fora de centro;
- Direção de corte: classifica as operações quanto à direção do avanço
da ferramenta ao cortar a peça. Pode assumir os valores: longitudinal,
transversal ou perfil;
- Lado de corte: indica o posicionamento da aresta cortante da ferramenta
a ser utilizada em relação à peça. Pode assumir os valores: esquerda,
direita, ou central;
- Feature: contém o nome da feature à qual a operação está
associada.
- Qualidade: indica a qualidade superficial que deverá ser atingida
pela operação. Pode ser desbaste, semi-acabamento ou acabamento;
- Diâmetro, Comprimento, Largura e Profundidade: são possíveis dimensões
de uma operação.
A arquitetura do sistema é apresentada na figura 6.9 sendo
dividido em duas partes: parte fixa e outra móvel:
- interface gráfica;
- biblioteca de features de projeto;
- motor de inferência.
- biblioteca de features de fabricação;
- mapeador de features de projeto em features de fabricação;
- base de conhecimento (reflete a estratégia de usinagem);
- bancos de dados de máquinas, ferramentas e dispositivos de fixação.
De acordo com o modelo apresentado, a implementação do sistema em
outra célula destinada à fabricação de peças rotacionais será simplesmente
uma questão de adaptação de alguns módulos, pois a estrutura geral
de comunicação será mantida. Assim, o tempo envolvido na expansão
do sistema será bem menor que aquele requerido para o seu desenvolvimento
completo.
Figure:
Arquitetura do sistema mostrando partes fixas e
móveis que o constituem.
|
|
o sistema se aplica a peças rotacionais, que podem ser obtidas por
operações de torneamento e furação. Uma particularidade apresentada
pela família de peças desta célula é que todas as peças apresentam
escalonamento somente em um sentido na célula de manufatura da empresa
SLC (Schneider Logemann Companhia) do setor agrícola. A hierarquia
de features de projeto utilizada para representar as peças da célula
utilizada como referência é mostrada a seguir:
CLASSE FEATURE
Ponto X
Ponto Y
Posição
Operações
CLASSE QUEBRA DE CANTO É UMA FEATURE
Ângulo
Comprimento
CLASSE CHANFRO É UMA QUEBRA DE CANTO
Diâmetro
Sentido
CLASSE ESCAREADO É UMA QUEBRA DE CANTO
Diâmetro
Orientação
Sentido
CLASSE EIXO É UMA FEATURE
Comprimento
CLASSE EIXO CILÍNDRICO É UM EIXO
Diâmetro
CLASSE EIXO CÔNICO É UM EIXO
Diâmetro Esquerdo
Diâmetro Direito
CLASSE CANAL É UMA FEATURE
Diâmetro De Referência
Largura Do Fundo
CLASSE CANAL DE VEDAÇÃO É UM CANAL
Profundidade
Comprimento
Ângulo De Encosto
Raio De Alojamento
Raio De Borda
CLASSE CANAL DE RETENÇÃO É UM CANAL
Diâmetro Interno
CLASSE RASGO É UM CANAL
Diâmetro Interno
CLASSE FURO É UMA FEATURE
Orientação
CLASSE FURO CILÍNDRICO É UM FURO
Diâmetro
CLASSE FURO CILÍNDRICO PASSANTE É UM FURO CILÍNDRICO
Profundidade Do Furo
CLASSE FURO CILÍNDRICO CEGO É UM FURO CILÍNDRICO
Profundidade Do Furo
Sentido
CLASSE FURO CÔNICO É UM FURO
Diâmetro Maior
Diâmetro Menor
CLASSE FURO CÔNICO PASSANTE É UM FURO CÔNICO
Profundidade Do Furo
CLASSE FURO CÔNICO CEGO É UM FURO CÔNICO
Profundidade Do Furo
Sentido
CLASSE JUNÇÃO É UMA FEATURE
Sentido
CLASSE CONCORDÂNCIA É UMA JUNÇÃO
Diâmetro Maior
Raio De Concordância
CLASSE ABAULADO É UMA JUNÇÃO
Diâmetro
Raio De Concordância
CLASSE ROSCA É UMA FEATURE
Diâmetro
Passo
Profundidade Do Filete
Sentido Da Rosca
Perfil
CLASSE ROSCA INTERNA É UMA ROSCA
Orientação
CLASSE ROSCA PASSANTE É UMA ROSCA INTERNA
Profundidade Do Furo
CLASSE ROSCA CEGA É UMA ROSCA INTERNA
Profundidade Roscada
Profundidade Do Furo
Sentido
CLASSE ROSCA EXTERNA É UMA ROSCA
Comprimento Roscado
Comprimento Do Eixo
Sentido
CLASSE ELEMENTO DE FORMA É UMA FEATURE
Diâmetro Do Eixo
Comprimento
Diâmetro Do Elemento
Tipo
O modelo proposto para o módulo CAPP prevê a existência de partes
móveis, as quais apresentam dependência direta com as características
da célula em que o sistema será implementado. Assim, uma definição
detalhada dos meios de produção presentes em cada célula de fabricação
é de suma importância.
Dentre os recursos que devem ser observados, os mais importantes são:
- máquinas ferramentas disponíveis;
- ferramentas disponíveis;
- dispositivos de fixação utilizados.
As unidades que compõem a célula são especificados abaixo:
- SA-serra automática;
- PH-prensa hidráulica;
- TU-torno universal;
- TND-torno CNC TND 160 com alimentador de barras;
- TNS-torno CNC TNS 42 com alimentador de barras;
- XVT-torno XERVITT com alimentador de barras;
- FB59-furadeira de bancada;
- FB60-furadeira de bancada;
- FC34-furadeira de coluna;
- ferramentas de corte: para a execução das peças da célula, foram selecionadas
ferramentas de corte adequadas: (SANDVIK, 1993), (STEMMER, 1993) e
(GERLING, 1977).
- dispositivos de fixação: os dispositivos que são selecionados se enquadram
nas seguintes categorias: pinças de fixação de barras e dispositivos
específicos de furação.
A célula para a qual o sistema foi ajustado se presta à fabricação
de peças de pouca precisão que apresentam escalonamento em um único
sentido, utilizando-se de máquinas-ferramenta modernas (tornos CNC).
A estratégia utilizada para a geração de planos de processo para as
peças desta célula se baseia nos seguintes pontos:
- os equipamentos são capazes de garantir a precisão requerida para
as peças. Assim as tolerâncias das peças não são levadas em consideração
para a escolha das máquinas;
- devido à utililização de alimentadores de barras, nos tornos, as operações
de torneamento são feitas em um único setup;
- todas as operações de torneamento são feitas da direita para a esquerda,
ou seja, as ferramentas utilizadas são de corte à esquerda;
- as operações de furação devem, na medida do possível, ser feitas no
torno;
- todas as operações de torneamento são feitas antes de qualquer operação
que seja feita numa furadeira;
- todas as operações de roscar externo são feitas no torno;
- todas as operações de roscar interno são feitas numa furadeira, com
a utilização de um cabeçote de rosqueamento;
- as peças devem sofrer um passe final de acabamento para garantir que
não haja rebarbas;
- todas as barras e tubos devem ser cortados em pedaços de 2 metros;
- todas as barras devem ser endireitadas;
- todas as barras e tubos devem ter suas pontas chanfradas com ângulo
de 30 graus a fim de que possam ser facilmente colocadas no alimentador
de barras.
Devido à simplicidade das peças fabricadas nesta célula (peças com
escalonamento em um único sentido) o mapeamento de features
pôde ser feito na proporção de 1:1, ou seja, as bibliotecas de features
de projeto e de fabricação são idênticas e a hierarquia de classes
de features de fabricação é a mesma já apresentada para features
de projeto. Desta forma os desenhos de projeto e de fabricação são
os mesmos e a peça tem uma única representação em todo o sistema.
Com base nas características da célula e na estratégia de usinagem
adotada, define-se o conjunto de operações que poderão ser realizadas.
A seguir apresentam-se os conjuntos de operações de torneamento que
podem ser especificadostypeset@protect
@@footnote
SF@gobble@opt
Operações de serramento, prensamento, escareamento e rosca interna
não serão apresentadas pois o foco são as operações de torneamento
(REZENDE, 1996).
:
- Chanfrar: operação executada num torno universal onde o material (barra
ou tubo) tem sua ponta chanfrada com um ângulo de 30 graus a fim de
que possa ser introduzido no alimentador de barras.
- Cilindrar: operação executada no torno CNC onde a ferramenta se desloca
paralelamente ao eixo do torno, no sentido da direita para a esquerda;
- Facear: operação executada no torno CNC onde a ferramenta se desloca
perpendicularmente ao eixo do torno, avançando rumo ao centro de rotação
da peça;
- Cortar : operação executada no torno CNC onde a ferramenta se desloca
perpendicularmente ao eixo do torno, avançando para o centro de rotação
da peça, até que esta seja separada da barra;
- Roscar_Externo: operação executada no torno CNC onde a ferramenta
se desloca paralelamente ao eixo do torno, no sentido da direita para
a esquerda. Este tipo de operação é efetuado com reversão no sentido
de rotação da máquina e utilização de ferramenta com montagem invertida;
- Perfilar_Côncavo: operação executada no torno CNC onde a ferramenta
se desloca em perfil, no sentido da direita para a esquerda;
- Perfilar_Convexo: operação executada no torno CNC onde a ferramenta
se desloca em perfil, no sentido da direita para a esquerda;
- Sangrar: operação executada no torno CNC onde a ferramenta se desloca
perpendicularmente ao eixo do torno rumo ao centro de rotação da peça,
sem contudo promover a sua separação da barra. Nos casos em que largura
da ferramenta é inferior à do rasgo haverá a necessidade de mais de
um passe;
- Furar: operação executada no torno CNC ou na furadeira onde a ferramenta
se desloca paralelamente ao eixo do torno ou da furadeira.Chanfrar_Esquerda:
operação executada no torno CNC onde a ferramenta utilizada para cortar
a peça da barra também é utilizada para executar pequenos chanfros
que deveriam ser executados com ferramentas de corte à direita.
O funcionamento de um sistema especialista é regido pela sua base
de conhecimento. O sistema CAPP desenvolvido com base na célula de
manufatura da SLC tem a sua base de conhecimento dividida em módulos,
que são descritos a seguir:
- Módulo Material: contém as declarações das classes de material existentes
no sistema, assim como as instâncias de barras e tubos .
- Módulo Peça: contém as declarações das classes de features
e da classe peça, assim como as instâncias de todas estas classes.
É o módulo onde ficam armazenadas as informações da peça.
- Módulo Máquinas: contém as declarações das classes de máquina, assim
como todas as instâncias das máquinas encontradas no sistema.
- Módulo Ferramentas: contém as declarações das classes de ferramenta,
assim como todas as instâncias das ferramentas encontradas no sistema.
- Módulo Dispositivos de Fixação: contém as declarações das classes
de dispositivos de fixação, assim como todas as instâncias dos dispositivos
encontradas no sistema.
- Módulo Operações: contém as declarações das classes de operação, assim
como todas as instâncias das operações atribuídas às features
da peça.
- Módulo Inverte: contém todas as regras e funções necessárias à definição
da posição em que a peça será usinada nas operações de torneamento,
assim como as funções para inversão de posição.
- Módulo Atribui Operação: contém todas as regras e funções necessárias
à atribuição de operações ao material (barra ou tubo) e às features
da peça.
- Módulo Seleciona Máquina: contém todas as regras e funções necessárias
à escolha do tipo de máquina para cada operação assim como a escolha
da máquina específica para cada operação.
- Módulo Seleciona Ferramenta: contém todas as regras e funções necessárias
à escolha de ferramentas para as operações de usinagem.
- Módulo Seleciona Dispositivo de Fixação: contém todas as regras e
funções necessárias à escolha dos dispositivos de fixação para cada
operação.
- Módulo Define Seqüência: contém todas as regras e funções necessárias
à definição da seqüência de operações.
Na construção de um sistema CAPP, vários caminhos podem ser seguidos.
O modelo apresentado se baseia em alguns pontos fundamentais, que
são analisados a seguir:
- modelo de informações baseado em features: a manipulação
das informações de uma peça na forma de features é mais simples.
A comunicação dos sistemas CAD/CAPP, através do mapeamento de features,
se torna mais clara e a geração de um plano de processos é facilitada
pela atribuição de operações de usinagem a cada feature. Este modelo
de informações é bastante vantajoso;
- técnica de programação por sistemas especialistas: a geração de planos
de processo é uma tarefa que não pode ser realizada de forma algorítmica.
A utilização de sistemas especialistas é uma alternativa viável, já
que estes são adequados para este tipo de problema e existem ferramentas
(shells) comerciais próprias para o seu desenvolvimento;
- a operação de usinagem como base para o planejamento do processos:
a utilização da operação de usinagem como centro do sistema de geração
de planos de processo é adequada, pois a atribuição de operações às
features é simples e a seleção de máquinas, ferramentas e
dispositivos de fixação é feita de forma bastante natural para cada
operação;
- a estratégia de usinagem como chave para a base de conhecimento: a
aquisição de conhecimento é um aspecto crítico no desenvolvimento
de um sistema especialista. Tradicionalmente procura-se extrair um
conjunto de regras do especialista no assunto, para construir a base
de conhecimento. Esta abordagem dificulta a garantia de consistência
e a realização da manutenção de tal base de conhecimento. O levantamento
de uma estratégia de usinagem significa a definição de princípios
que devem ser seguidos durante todo o processo de fabricação. Desta
forma, será mais simples garantir a consistência e fazer a manutenção
de uma base de conhecimento criada com base na estratégia de usinagem,
o que torna a metodologia adequada;
- a personalização como forma de adaptação à realidade industrial: a
célula para a qual o sistema foi adaptado é ligeiramente diferente
da célula presente na empresa SLC. Em visita recente à referida empresa,
foram observados pequenos ajustes (manutenção de regras), necessários
para que o sistema seja adaptado à célula presente na empresa. Ajustes
semelhantes (alteração de regras por mudança na estratégia de usinagem,
atualização dos bancos de dados de ferramentas, máquinas e dispositivos
de fixação) serão necessários para que o sistema seja adaptado a outras
células. O modelo proposto para o sistema permite que tais alterações
sejam facilmente implementadas, já que prevê a existência de uma parte
móvel no sistema (figura 3.4). Assim, a adaptação do sistema à realidade
de cada empresa fica garantida através da sua personalização.
Sistemas CAPP relatados na literatura encontram no tempo de processamento
um obstáculo a ser vencido. O sistema PART apresentado por Houten
(1991), que roda em estações de trabalho, utiliza processamento paralelo
para diminuir o tempo de execução e mesmo assim vários minutos são
necessários para que o sistema forneça uma resposta. O tempo gasto
pelo software para a geração do plano de processo para uma
peça, é de aproximadamente trinta segundos, para casos normais. Esta
característica provavelmente se deve ao pequeno número de regras presentes
no sistema. Isto porque o modelo proposto não procura resolver um
problema genérico, mas sim, definir regras que garantam que a estratégia
de usinagem adotada para a célula em questão seja seguida.
Com relação à portabilidade (adaptação a diferentes computadores)
desejada no sistema, esta ainda não se mostra satisfatória, pois foram
detectados conflitos no gerenciamento de memória quando o sistema
foi instalado em alguns computadores com diferentes configurações.
Uma solução definitiva para os problemas encontrados certamente seria
conseguida com a migração do sistema para uma plataforma Windows,
já que neste caso, as restrições de memória impostas pelo DOS não
estariam presentes e o seu gerenciamento seria mais simples.
Sistemas CAPP que venham a ser desenvolvidos deverão contemplar os
seguintes fatores:
- customização: a fácil adaptação de um sistema à empresa onde será
implantado é fundamental;
- inteligência: um sistema CAPP deve ser capaz de propor soluções alternativas,
como faz um processista;
- fácil integração com softwares comerciais: para que seja
possível a integração entre sistemas CAD/CAPP/CAM é necessário que
o sistema CAPP desenvolvido seja de fácil integração com softwares
de CAD e CAM já disponíveis no mercado. A integração com softwares
de planejamento da produção também deve ser uma característica de
tal sistema CAPP;
- portabilidade: devido ao grande avanço de hardware na linha
dos PCs, a sua utilização com sistemas mais pesados tem se tornado
possível. Novos sistemas CAPP devem estar preparados para rodar em
computadores da linha PC.
Com o objetivo de promover a integração entre as atividades do ciclo
produtivo, nota-se a necessidade de desenvolvimento de alguns sistemas
que foi proposto por Rezende (1996) e que deveriam ser integrados
ao sistema desenvolvido. Rezende (1996) sugere os seguintes trabalhos
a fim de minimizar as limitações do sistema desenvolvido:
- geração de planos de processo por lote de peças: o sistema desenvolvido
gera planos de processo para uma única peça. Seria bastante interessante
desenvolver um sistema que, utilizando o plano para uma peça, gerasse
um plano otimizado para um lote de peças.
- ligação do sistema CAPP com um sistema CAM: o trabalho de Rezende
(1996) dá atenção especial à ligação CAD/CAPP. A ligação CAPP/CAM
é de grande importância para a automatização da produção. Seria necessário
o desenvolvimento de módulos de seleção de condições de corte, determinação
de sobre-metais, etc. Alguns trabalhos neste sentido, já foram desenvolvidos,
como o apresentado por Gu e Zhang (1994), mas novas propostas seriam
bem-vindas.
- adaptação a outros domínios: a verificação da validade do modelo apresentado
neste trabalho foi baseada em uma célula específica de manufatura.
Seria muito interessante que fossem levantadas estratégias utilizadas
em outros domínios (peças com maior precisão, geometrias mais variadas,
etc), no sentido de criar uma biblioteca de bases de conhecimento
associadas a estratégias freqüentemente utilizadas. Tal biblioteca
poderia ser utilizada no momento da adaptação do sistema a uma nova
célula.
- verificação automática da consistência de regras: os resultados apresentados
por um sistema especialista dependem diretamente da qualidade de sua
base de conhecimento. A verificação da consistência das regras que
compõem tal base de conhecimento é ponto fundamental na garantia de
sua qualidade. Para que não seja necessária a realização de testes
exaustivos, pode-se pensar no desenvolvimento de uma metodologia que
permita a verificação automática da consistência das regras.
- geração de planos de processo on-line: os planos de processo
gerados neste trabalho são off-line. Para que seja possível
gerar planos on-line, a ligação do sistema CAPP com um sistema
de planejamento da produção é fundamental. A literatura apresenta
trabalhos neste sentido: Zhang (1993), Kanumury e Chang (1991) e Cho
et al (1994), mas uma solução definitiva ainda não foi apresentada.
- análise de manufaturabilidade prévia: Não são raros os casos em que
um projeto é detalhado sem levar em consideração a sua fabricação.
Muitas vezes são necessárias modificações de última hora, nas especificações,
para que o projeto se torne factível. Uma análise prévia da manufaturabilidade
de um componente (ainda durante a fase de projeto) poderia agilizar
bastante a produção. Um trabalho neste sentido se utilizaria do plano
de processos gerado, para verificar se os recursos presentes na empresa
são suficientes para realizar as operações necessárias e caso não
sejam, modificações poderiam ser sugeridas. A literatura apresenta
alguns trabalhos nesta área (SHAH et al, 1990), mas muito
desenvolvimento ainda se faz necessário.
Muitas idéias implementadas neste sistema bem como a experiência adquirida
pelo Grima poderão ser utilizados na definição da metodologia e da
arquitetura do sistema a ser desenvolvido na tese do doutorando Alberto
J. Álvares. Estas idéias estão principalmente associadas às features
de projeto e seu mapeamento em features de manufatura/fabricação
e a utilização de regras de produção, que certamente terão uma contribuição
por parte do trabalho de mestrado de Rezende (1996), apresentado de
forma resumida neste capítulo como parte da revisão bibliográfica.
O conceito de features padronizadas não foi utilizado neste
trabalho pois trabalhou-se com as features que a empresa
já fazia uso. No trabalho de tese deve-se levar em consideração a
padronização de features definida pelas normas STEP que já
foram abordadas no capítulo anterior. Outra fonte de definição de
features é a proposta pela empresa DEERE & COMPANY, MOLINE
ILLINOIS (BUTTERFIELD et al, 1980) que apresenta uma descrição
de features para utilização em planejamento do processo,
que também poderá ser utilizado com referência para definição das
features de forma a serem utilizadas no futuro sistema a
ser desenvolvido na tese.
Este é um software integrado aos CNCstypeset@protect
@@footnote
SF@gobble@opt
Este CNC é na realidade um computador industrial baseado na arquitetura
PC.
de centros de torneamento da Hitachi Seiki que consiste em uma interface
gráfica (front end) com o usuário para realizar as atividade
de planejamento do processo baseado em features de projeto,
fazendo-se a entrada de dados da geometria da peça bruta e da geometria
final da peça. Realiza-se a modelagem da peça a ser usinada diretamente
no front end oferecido pelo CNC e tendo como entrada de dados
um CAD baseado em features. O sistema executa os seguintes
passos para realizar as atividades de planejamento do processo até
a geração do programa em código G:
- entrada de dados do material e da geometria da peça bruta (manual);
- entrada da forma final da peça através de features (manual);
- seleção dos processos de usinagem em relação ao dispositivos de fixação
(manual);
- determinação automática dos processos de usinagem e área de usinagem;
- determinação da seqüência de usinagem de forma automática;
- seleção automática das ferramentas;
- determinação da localização da ferramenta no magazine de forma automática;
- determinação das condições de corte de forma automática;
- determinação de restrições de ferramental levando em conta interferências
no o sistema máquina/ peça/dispositivo de fixação/ferramenta;
- determinação do caminho da ferramenta;
- geração do código G.
A partir da entrada da forma da peça bruta e da peça acabada o sistema
determina o plano de processo e gera o programa de comando numérico
para à máquina. Esta abordagem trabalha com o sistema de CAPP na própria
máquina sendo interessante para aplicações em ferramentaria e em pequenas
e médias empresas que não possuem uma área de engenharia industrial
bem estruturada. Neste caso existe uma integração entre CAD/CAPP/CAM
orientada á máquina. Maiores informações podem ser obtidas em: Seicos Sigma ftp://omega.enm.unb.br/pub/disco1/www.hitachiseikiusa.com/controls/.
Num sistema CAPP generativo, a lógica de decisão do sistema é o coração
do software e direciona o fluxo do programa (FERREIRA, 1996). A lógica
de decisão determina como um processo é selecionado. A decisão mais
importante da lógica de decisão é combinar as capacidades dos processos
com as especificações de projeto. Capacidades de processo podem ser
descritas como regras do tipo ``IF...THEN...''. Tais
regras podem ser armazenadas sob a forma de sentenças em um simples
programa ou em kernel de sistema especialista como o CLIPS
e FUZZYCLIPS (REZENDE, 1996).
Existem vários métodos para descrever a estrutura de decisão no planejamento
do processo. Os métodos de representação do conhecimento relacionam-se
diretamente à lógica de decisão nestes sistemas. A seguir serão discutidos
os seguintes métodos de lógica de decisão no planejamento do processo:
árvores de decisão, tabelas de decisão e técnicas baseadas em inteligência
artificial destacando-se os sistemas especialistas, lógica difusa,
redes neurais, sistemas multi-agentes e algoritmos genéticos (WANG
e LI, 1991).
Uma árvore de decisão é uma maneira natural de representar informações
sobre o planejamento do processo. Condições (IF) são colocadas nos
ramos da árvore, e ações pré-determinadas podem ser encontradas na
junção de cada ramo. As figuras 6.6 e 6.5 do capítulo anterior apresentam
duas árvores de decisão para seleção de operações de mandrilamento
e operações de torneamento para perfil interno e externo. Está técnica
foi muito utilizada na implementação de CAPP generativo até a década
de 80, como o TECHTURN (HUANG, 1988). Uma árvore de decisão pode ser
implementada como um código de computador ou como dado:
Quando implementada como código de computador a árvore pode ser diretamente
mapeada num fluxograma. A raiz corresponde ao nó inicial e cada ramo
corresponde a um nó de decisão. A cada junção um conjunto de ações
é incluído para a condição verdadeira. Para uma condição falsa, um
outro ramo pode ser tomado ou o processo pode ser direcionado para
o fim do bloco lógico. A figura 7.1 apresenta esta implementação
e a árvore escrita no formato de uma ``pseudo-linguagem''.
Figure:
Implementação árvore de decisão em um programa.
|
|
Figura 7.1 - Implementação árvore de decisão em um programa.
Quando implementado na forma de dados um outro programa é necessário
para interpretar os dados e caminhar ao longo da árvore de decisão.
Existem alguns métodos que podem ser usados para projetar tal sistema.
Um exemplo simples irá ilustrar o seu uso a seguir.
O sistema será chamado de DCTREE e utiliza um sistema de consulta
(query) para obter informações de projeto e então imprimir
as conclusões finais. No DCTREE existem os seguintes componentes:
- os dados da árvore de decisão: é fornecido pelo usuário, que traduz
uma árvore de decisão na forma de um grafo, para o formato da linguagem
DCTREE.
- um módulo de execução: lê a árvore de decisão e a seguir gera as perguntas,
toma decisões e imprime as conclusões.
A árvore é representada por identificadores de expressão e ponteiros.
Por exemplo, uma seta representa ``apontar para''. A sintaxe é:


![\( \rightarrow \left[ E/OU\right] \)](img48.png)

 ,
,
 ,...,
,...,



onde: E = raiz
= raiz
E
 = número da expressão (ação ou destino)
= número da expressão (ação ou destino)
A = ação de execução
|| = ou E's ou A's, mas não ambos.
Tabelas de decisão podem ser facilmente implementadas num computador.
Entretanto, quando sistemas de CAPP as usam é necessário um programa
de pré-processamento para implementar a tabela e controlar a operação
da tabela. Tal software é chamado de linguagem de tabela
de decisão. Este software consiste de uma tabela de decisão
e um programa externo.
A tabela de decisão é representada no seu formato original, podendo
trabalhar com uma tabela de decisão a partir da representação através
de árvore de decisão e vice-versa. A figura 7.2 apresenta
uma representação através de árvore de decisão e tabela de decisão.
Figure:
Representação através de árvore de decisão e tabela
de decisão para o mesmo problema.
|
|
O programa externo é utilizado para controlar a tabela de decisão.
Chamando este exemplo de DCTABLE, uma sub-rotina (TAB(N)) avalia a
tabela N. Durante ou após a análise da tabela, um TAB(N)
pode ser adicionado à tabela N, que significa que várias tabelas podem
ser conectadas. Para a consulta à tabela para seleção de um processo
ou operação de usinagem pode-se utilizar como dados de entrada a forma,
diâmetro, tolerância de posição e tolerância dimensional.
Uma outra forma de implementar um processo de lógica de decisão baseado
na abordagem de tabela de decisão é utilizar a tecnologia de base
de dados relacionais. Existem diversos sistema de gerenciamento de
bases de dados relacionais gratuitos e que podem ser usados para esta
finalidade como o MSQL e o MySQL (database ftp://custom.lab.unb.br/pub/database),
tanto para plataforma Unix como Windows.
Ferramentas emergentes de Inteligência Artificial (AI) como redes
neurais, lógica difusa, algoritmos genéticos, sistemas especialistas,
etc, oferecem novas oportunidades e abordagens para resólver complexos
problemas associados a elaboração automática de planos de processo
(DÉPINCÉ, AMARA e HASCOËT, 1999). A maioria dos métodos utilizados
na pesquisas de CAPP são baseados em lógica difusa ou um mix de métodos
usando redes neurais, lógica difusa e sistemas especialistas. Algumas
aplicações de algoritmos genéticos podem ser achadas. Atualmente as
técnica de AI são usadas em funções específicas como seleção de ferramentas
de corte, seqüenciamento das operações, reconhecimento de padrões,
etc.
O uso de técnicas de AI em planejamento do processo tem destacado
a necessidade de se ter a ferramenta certa aplicada no domínio do
problema. Algumas técnicas como algoritmos genéticos ou lógica difusa
podem tratar com planos de processos contendo alternativas gerando
planos de processo não lineares. Os próximo desenvolvimento de sistema
de CAPP é a integração de técnicas de AI dentro do campo de inteligência
artificial distribuído, como em um arquitetura computacional baseada
em Agentes (DÉPINCÉ, AMARA e HASCOËT, 1999). Neste caso as atividades
são distribuídas através de múltiplos resolvedores de problemas especializados,
ou seja o Agente.
Hashmi et al (1998) desenvolveu uma aplicação para seleção
das condições de usinagem utilizando-se da abordagem baseada em lógica
difusa. No modelo fuzzy desenvolvido dados de materiais (dureza)
são os dados de entrada e a velocidade de corte é a variável de saída.
Um conjunto fuzzy para a variável fuzzy de entrada (Dureza) e para
a variável fuzzy de saída (Velocidade) são utilizados consistindo
dados de três diferentes profundidades de corte, quatro tipos de ferramentas
e dois tipos de materiais com durezas distintas e as faixas de velocidade
de corte recomendadas para cada material.
À variável fuzzy Dureza é associado ao seguinte conjunto
fuzzy: muito mole, mole, médio, médio superior, duro
e muito duro.
A variável fuzzy Velocidade é associado ao conjunto fuzzy:
muito baixa, baixa, média baixa, média alta, alta e muito
alta.
A regras no total de seis são estabelecidas, como: ``Se dureza
do material é muito mole, então a velocidade é muito
alta''.
Um forma triangular foi empregada para descrever o conjunto fuzzy.
Hashmi et al (1998) conclui o estudo indicando que existe
uma boa correlação entre os dados utilizados de velocidade de corte
recomendados pelo Machining Data Handbook e os valores de
velocidade previstos pelo modelo em fuzzy logic.
Desde 1995, uma nova abordagem tem despontado no planejamento do processo:
inteligência artificial distribuída (DAI). O uso de sistemas distribuídos
tem mostrado que a inteligência distribuída melhora a eficiência do
processo de decisão. Em sistemas distribuídos, também chamados de
sistemas cooperativos, o problema original é decomposto em sub-problemas
e cada sub-sistema especialista é responsável por uma tarefa específica.
Em um único sistema, diferentes fontes de conhecimento coexistem e
DAI permite o gerenciamento evitando os conflitos devido às várias
formas de representação de conhecimento utilizadas. No final as soluções
parciais criadas pelos sub-sistemas são colocadas juntas, de forma
ordenada, para obter uma solução global. As característica de um sistema
cooperativo são:
- tem boa capacidade de adaptação;
- é modular;
- é flexível;
- é rápido devido ao processamento paralelo dos sub-sistemas;
- permite que múltiplas abordagens heterogêneas trabalhem juntas;
- pode colecionar conhecimento.
Diferentes aplicações baseadas em sistemas cooperativos podem ser
achados na literatura sob variados nomes: sistemas multi-agentes (MAS),
sistemas baseados em quadonegro (black-board), resolvedores
de problemas cooperativos e distribuídos, entre outros.
Outra vantagem de técnicas de DAI é a possibilidade de integrar o
usuário na malha de decisão: de maneira a controlar e disparar os
subsistemas especialistas por meio de três maneiras: orientado ao
usuário, orientado pelo cenário e disparo automatizado.
Em Dépincé et al (1999) é apresentado uma arquitetura para
CAPP generativo baseada na representação multi-agentes. MAS distribui
as atividades de planejamento do processo para múltiplos agentes especializados
e coordena-os de maneira a obter a solução global. O uso de MAS tem
mostrado que a inteligência distribuída melhora a eficiência do processo
de decisão, sendo que cada agente tem tem seu próprio conhecimento
e é responsável por uma tarefa específica. Um agente é uma entidade
que pode atuar em um ambiente, comunicar-se com outros agentes e cujo
o comportamento é resultado de suas observações, conhecimento e interação
com outros agentes. Um agente pode ser usado para o modelo de dados
(máquinas, ferramentas, dispositivos, etc), como um supervisor, funções
matemáticas ou um humano.
A arquitetura proposta é composta por três módulos:
- Modulo supervisor: permite a troca de informações entre os agentes
e contêm as informações sobre o planejamento do processo e critérios
usados durante o processo de otimização de um plano de processos.
- Interface humana: permite que o usuário interaja com o sistema. Mostra
os estágios de progresso do planejamento do processo em execução.
O usuário pode questionar e revisar as informações geradas pelos agentes
e compartilhadas com o módulo supervisor.
- Modulo de agentes: representa o conjunto de agentes, onde cada agente
esta associado com uma aplicação que executa uma tarefa específica
da elaboração de um plano de processo. Suas atividades são programadas
pelo módulo supervisor ou pelo usuário do sistema. Os agentes são
associados à:
- seleção dos processos de usinagem tendo como entrada as features
de projeto disponíveis em uma base de dados (biblioteca de features);
e as restrições são associadas as dimensões, tolerâncias, material
da peça, entre outras.
- seleção de máquinas-ferramenta tendo como entrada os processos de
usinagem; e as restrições são a geometria da máquina, potência da
máquina, capacidade da máquina, dimensões da peça, entre outros.
- seleção da ferramenta de corte tendo como entrada as máquinas-ferramenta;
e as restrições são o tipo de material do par peça/ferramenta, dimensões
e geometria das ferramentas, vida da ferramenta, entre outras.
- condições de corte tendo como entrada os parâmetros das ferramentas
e material; e as restrições são os critérios utilizados como vida
de ferramenta, econômicos, potência da máquina, entre outros.
- trajetória da ferramenta tendo como entrada o modelo do produto baseado
em features; e as restrições baseada nas próprias features
e eixos das ferramentas para evitar colisões.
O planejamento dos processos de fabricação tem uma característica
bastante peculiar: não existe um algoritmo predefinido para a geração
dos planos de processo. Assim, se faz necessária a utilização de uma
metodologia de programação especialmente voltada para a solução de
problemas desta natureza. A tecnologia de sistemas especialistas se
apresenta como uma alternativa bastante atrativa.
A utilização de sistemas especialistas de forma comercial é bastante
recente (teve seu começo na década de 80), mas, de acordo com Waterman
(1986), pesquisas são desenvolvidas desde a década de 60. Os sistemas
especialistas constituem um ramo importante da inteligência artificial.
Nos tópicos que seguem apresenta-se uma introdução à teoria de sistemas
especialistas.
De acordo com a definição apresentada em Giarratano e Riley (1994)
sistemas especialistas são programas de computador que se utilizam
de conhecimento e procedimentos de inferência para resolver problemas
bastante complexos que necessitam, para a sua solução, de um conhecimento
bastante específico.
Neste sentido, pode-se dizer que sistemas especialistas são softwares
que procuram imitar a forma de raciocínio de um especialista no assunto,
para a solução de um determinado problema.
Pelo fato dos sistemas especialistas se utilizarem de uma base de
conhecimento para a solução de problemas, os termos sistemas baseados
no conhecimento e sistemas especialistas baseados no conhecimento
são muitas vezes utilizados como sinônimos de sistemas especialistas,
embora não restrinjam o conhecimento utilizado ao obtido de um especialista
no assunto. Assim, o termo sistema especialista é utilizado, atualmente,
para se referir aos sistemas baseados em conhecimento, mesmo que este
tenha sido obtido a partir de livros e revistas que lidam com o assunto
em questão.
Como apresentado em Waterman (1986), os sistemas especialistas são
constituídos por duas partes distintas, quais sejam:
- uma base de conhecimento;
- um motor de inferência.
A base de conhecimento, por sua vez, é dividida em duas partes:
- dinâmica: é a base de dados (fatos) sobre a qual o sistema trabalha;
- estática: é o conhecimento que o sistema tem a respeito das relações
entre os fatos;
O motor de inferência também é dividido em duas partes básicas, quais
sejam:
- interpretador: promove a ligação das partes estática e dinâmica da
base de conhecimento;
- controlador: rege o funcionamento do interpretador, no sentido de
controlar a ordem em que este estabelece as ligações da base de conhecimento.
Diferentes formas podem ser utilizadas para representar uma base de
conhecimento. A seguir, apresenta-se a forma mais comum de representar
as partes estática e dinâmica de uma base de conhecimento:
- conhecimento dinâmico: é geralmente representado por fatos do tipo:
A peça tem um furo.
- conhecimento estático: a forma mais difundida de se representar o
conhecimento estático, em um sistema especialista, é através de regras
do tipo IF THEN. Uma possível regra seria:
O novo fato ``Deve haver uma operação de furação'' é gerado, pela
regra acima, quando o fato ``A peça tem um furo'' estiver presente
na base de fatos. Aos fatos que servem de base para o disparo de uma
dada regra dá-se o nome de premissa da regra, aos que são gerados
quando a regra é executada dá-se o nome de conclusão da regra.
Uma forma mais recente e bastante eficiente, apresentada por Giarratano
e Riley (1994), de se representar o conhecimento é a utilização de
classes para modelar um sistema. Neste tipo de representação, os fatos
são substituídos pelos atributos dos objetos de cada classe. As regras
(conhecimento dinâmico) passam então a atuar sobre os atributos dos
objetos. O novo modelo seria assim representado:
- Diâmetro:
- Profundidade:
- Operações:
Um possível objeto pertencente à classe furo teria os atributos:
- Diâmetro: 10 mm
- Profundidade: 50 mm
- Operações: vazio.
Como exemplo de uma regra que atuaria sobre este objeto, tem-se:
 Se
Se
existe um objeto da classe furo com:
Diâmetro = D
Profundidade = P
Então
associe ao atributo Operações deste objeto uma operação de Furar com
Diâmetro = D e Profundidade = P.
- Diâmetro: 10 mm
- Profundidade: 50 mm
- Operações: Furar, Diâmetro = 10 mm, Profundidade = 50 mm.
O funcionamento de um sistema especialista depende da forma como é
utilizado. Pode-se utilizar um sistema especialista como um sistema
simulador ou como um sistema que analisa a veracidade de hipóteses.
Quando utilizado como um simulador tem-se o que se chama de encadeamento
para frente (forward chaining). Quando utilizado para analisar
a veracidade de hipóteses tem-se o que se chama de encadeamento para
trás (backward chaining).
O encadeamento para frente é adequado para determinar quais são as
conseqüências de um dado fato ocorrido em um dado sistema.
Seu funcionamento pode ser descrito com base nas relações existentes
entre os elementos que o constituem. O interpretador fica continuamente
monitorando a base de fatos e a base de regras com o objetivo de construir
uma lista (agenda) das regras que têm suas premissas satisfeitas pelos
fatos já existentes. Uma regra que seja colocada no topo da agenda
será a primeira a ser executada. A ordem em que as regras são colocadas
na agenda e a sua execução são ditadas pela estratégia adotada pelo
controlador.
Dentre as estratégias comumente utilizadas por um controlador pode-se
citar: execução em largura e em profundidade.
Suponhamos que duas regras R1 e R2 tenham suas premissas satisfeitas
por um fato A, presente na base de fatos. Estas regras são então colocadas
na agenda. A execução da regra R1 leva à criação do fato B, que satisfaz
à regras R3 e R4. Estas regras (R3 e R4) são agora colocadas na agenda.
Se R3 e R4 são colocadas acima de R2, então tem-se uma execução em
profundidade. Se R3 e R4 são colocadas depois de R2, então tem-se
uma execução em largura.
O encadeamento para trás é adequado para determinar quais são as causas
que levaram a um dado fato, em um dado sistema, ou simplesmente para
verificar se uma determinada hipótese se sustenta, com base nos fatos
já conhecidos.
Neste caso as relações entre os elementos que constituem o sistema
especialista são diferentes daquelas presentes no encadeamento para
frente. O interpretador recebe um fato (uma hipótese que deve ser
provada) e verifica se este já existe na base de fatos. Se sim, então
a hipótese é imediatamente provada. Se não, então o interpretador
verifica na base de regras quais as regras que têm como conclusão
aquele fato. Os fatos que estão nas premissas dessas regras passam
então, a ser hipóteses intermediárias que devem ser provadas. O processo
se encerra quando um fato presente na base de fatos dá suporte ao
raciocínio desenvolvido, ou quando não há mais caminhos para tentar
provar a hipótese.
Por exemplo, deseja-se verificar se a hipótese H0 pode ser provada
com base nos fatos já existentes (fig. 7.3). De acordo
com a base de regras, se um dos fatos H1, H2 ou H3 for verdade então
H0 será provada. Procura-se então provar pelo menos uma das hipóteses
intermediárias H1, H2 ou H3.
Para que H1 seja provada é necessário que o fato A exista, o que,
neste caso não acontece. Então este caminho não prova a hipótese inicial
(H0).
Para que H2 seja provada é necessário que as duas hipóteses intermediárias
(H4 e H5) sejam simultaneamente provadas. Para que H4 seja provada
é necessário que exista o fato B, o que realmente acontece, e portanto
H4 é verdade. Mas ainda resta provar H5, que depende da existência
dos fatos C e D. Embora exista o fato D, o fato C não está presente
e portanto H5 não pode ser provada. Assim H2 também não pode ser provada
e novamente tem-se um caminho que não prova a hipótese inicial (H0).
Resta então tentar provar H3. Para que H3 seja provada é necessário
que a nova hipótese intermediária H6 seja provada. Para que H6 seja
provada é necessário que existam simultaneamente dois fatos: D e E.
Os fatos D e E estão presentes na base de fatos e conseqüentemente
H6 é verdade. Sendo H6 uma verdade, H3 também o é, e segue-se que
a hipótese inicial (H0) é verdadeira.
Figure:
Sistema especialista realizando encadeamento para
trás para provar uma hipótese (H0).
|
|
Sistemas especialistas são indicados para resolver problemas que não
tenham solução algorítmica, quando se consegue expressar o conhecimento
sobre o sistema através de regras. Sendo assim, os sistemas especialistas
se diferem dos sistemas convencionais em um ponto básico: o controle
sobre o fluxo de execução. Os sistemas convencionais apresentam uma
programação procedural, onde a seqüência de execução é um aspecto
importante que deve ser previamente definido. Já nos sistemas especialistas
não há uma preocupação, por parte do construtor do sistema, com a
seqüência de execução, pois esta é indiretamente definida através
das regras e dos fatos presentes no sistema.
Os sistemas especialistas são dependentes de uma base de conhecimento
criada a partir das regras. A criação de bases de conhecimento para
um domínio amplo hoje ainda não é uma realidade, devido às dificuldades
encontradas em se aglomerar e manipular diferentes áreas de conhecimento.
O caminho mais utilizado, atualmente, é a construção de bases de conhecimento
para um domínio bastante restrito.
Desta forma, o campo de aplicação dos sistemas especialistas passa
a ser o dos sistemas com domínios reduzidos sobre os quais se pode
expressar o conhecimento na forma de regras, quando um algoritmo não
é adequado ou simplesmente não existe para a solução do problema.
Os sistemas especialistas apresentam uma série de características
positivas, dentre as quais pode-se citar:
- disponibilidade: uma vez construído, o sistema estará disponível em
qualquer computador que seja adequado à sua execução;
- custo reduzido: o custo de desenvolvimento quando dividido pelo total
de usuários pode ser bastante atrativo;
- permanência: ao contrário de especialistas humanos, um sistema especialista
não morre e portanto o seu conhecimento é permanente;
- regularidade: o funcionamento de um sistema especialista não será
afetado pelo cansaço nem por problemas emocionais. Assim, numa situação
de emergência, onde várias horas de trabalho sejam necessárias e decisões
importantes estejam envolvidas, a utilização de um sistema especialista
pode ser bastante interessante;
- descrição da linha de raciocínio: a conclusão a que um sistema especialista
chega pode ser explicada através da linha de raciocínio desenvolvida,
o que aumenta a confiabilidade da decisão tomada.
Apesar de tantas características positivas, os sistemas especialistas
são incapazes de absorver o senso comum, pois este não pode ser descrito
em termos de regras. Desta forma, a utilização de um sistema especialista
é bastante vantajosa quando se pensa no seu uso em conjunto com um
especialista no assunto. O sistema especialista trabalha então, no
sentido de fazer sugestões que podem ser ou não aceitas por um humano.
O conhecimento em ES deve ser representado num computador numa forma
implementável. A representação do conhecimento é uma combinação de
estruturas de dados e rotinas interpretativas. Esquemas de representação
são classificados em declarativos e procedurais (WANG e LI, 1991).
- Cálculo Predicativo: a descrição do mundo é dada neste esquema em
termos de sentenças lógicas. Por exemplo, o fato de que ``todos
os furos são cegos'' é representado por:
 X
(furo_cego (X) furo (X)).
X
(furo_cego (X) furo (X)).
- Redes Semânticas: foram desenvolvidas como um modelo psicológico explícito
para a memória associativa humana, descrevendo o mundo em termos de
objetos (nós) e relações (arestas rotuladas). O conhecimento é uma
coleção de objetos e associações são representadas como um grafo rotulado
direcionado.
- Frames: é uma estrutura de dados utilizada para representar
uma situação convencional. Atrelada a cada frame existem
vários tipos de informação: como usar a frame, o que deve-se
esperar que ocorrerá depois, o que fazer se estas expectativas forem
confirmadas, etc.
- Regras de Produção: foram desenvolvidas para modelagem do conhecimento
humano, elas têm se tornado cada vez mais populares em grandes programas.
A idéia básica destes sistemas é que a base de dados consiste de regras,
na forma de pares condição-açãotypeset@protect
@@footnote
SF@gobble@opt
IF <antecedente> THEN <conseqüente>, ou
WHEN <premissa> BEGIN <ação>.
. É a forma de representação conhecimento utilizada em ES, como descrito
anteriormente. Ferramentas de SE como CLIPS, FUZZYCLIPS podem ser
encontradas em: ftp://omega.enm.unb.br/pub/doutorado/ disco2/www.ghg.net/clips.
A utilização de uma arquitetura baseada em sistemas multi-agentes
(MAS) é sem dúvida a mais atrativa atualmente, principalmente devido
a evolução dos sistemas computacionais em especial de Unix para computadores
pessoais e a utilização de redes de comunicação baseadas no protocolo
TCP/IP em uma arquitetura cliente/servidor.
Desta forma pode-se utilizar diversos tipos de agentes trabalhando
cooperativamente e de forma distribuída na resolução dos diversos
problemas associados ao planejamento do processo. Por exemplo, pode-se
utilizar um sistema de gerenciamento de base de dados relacional (MySQL®
ou SQL®) para compartilhar as informações dos recursos disponíveis
de manufatura (máquinas, ferramentas, informações de materiais, dispositivos
de fixação, etc) e ter os agentes como os resolvedores das atividades
de planejamento do processo. Os agentes podem ser implementados utilizando
diversas abordagens na sua lógica de decisão: sistemas especialistas
baseado em regras de produção, lógica difusa, redes neurais, tabelas
de decisão, entre outros.
A chave para a fabricação de qualquer peça é o plano de processo,
o qual contêm as informações necessárias a fabricação da peça, por
exemplo, operações, máquinas, ferramentas de corte, dispositivos de
fixação e condições de corte (FERREIRA e WYSK, 2001). O plano de processo
para uma peça ou lote deve satisfazer os requisitos de tolerância
considerando também o carregamento da máquina e a eficiência do processamento.
Assim, planejamento do processo é uma atividade complexa, e no caso
de sistemas de manufatura que está sujeito à incertezas de demanda,
o planejamento do processo deve ser executado freqüentemente.
Devido aos aspectos dinâmicos do planejamento do processo que influenciam
o comportamento do ambiente, cada plano de processo deve conter alternativas
para cada operação. Isto é recomendado porque fatores como carregamento
excessivo de certas máquinas, mudanças constantes nos produtos, mudanças
necessárias no processamento entre lotes de fabricação, entre outros,
exigem que se tenha planos/métodos alternativos a fim de melhorar
a performace do sistema de manufatura, como uma célula ou um sistema
flexível de manufatura. Neste capítulo são apresentadas abordagens
baseadas em Grafo E/OU e Redes de Petri.
A seguir são apresentados os principais motivos para geração de métodos
alternativos para fabricar uma peça:
- Um determinada máquina pode estar em manutenção ou pode estar ocupada
fabricando outra peça ou um lote. Uma máquina alternativa pode ser
usada reduzindo o tempo de processamento da peça e também o trabalho
em processo. Com a disponibilidade de alternativas, no caso de uma
falha no chão-de-fábrica, por exemplo quebra de uma máquina, não será
necessário refazer o planejamento do processo da peça, pois existe
um plano alternativo para fabricação da peça.
- A indisponibilidade de uma determinada ferramenta de corte no magazine
da máquina especificada, pode ser substituída por uma ferramenta alternativa
especificada no planejamento do processo com alternativas.
- O tamanho do lote pode influenciar a escolha da operação; isto é,
para pequenos lotes uma certa operação pode resultar em um tempo de
fabricação menor, por outro lado para lote com quantidade maior outra
operação pode ser mais apropriada para diminuir o tempo de fabricação,
até mesmo se operações posteriores necessitarem de setup
de uma nova ferramenta. Por exemplo, se apenas uma peça está sendo
produzida (peça protótipo) a estratégia mais eficiente é produzir
a peça usando um único setup de ferramentas no magazine da
máquina, se possível. Setup de novas ferramentas na máquina
demanda mais tempo do que usar as ferramentas disponíveis na máquina,
até mesmo é menos eficiente do ponto de vista de usinagem, por exemplo
menor velocidade de corte a ser usada.
Wilhelm e Shin (1995) propõem diferentes esquemas para execução de
operações alternativas. Utilizaram programação linear para obter os
resultados sobre a utilização da máquina e o tempo de ciclo para cada
peça. Foram tratadas diferentes peças com vários tamanhos de lote,
seqüências e data de entrega.
Kruth e Detand (1992) propõem o uso de Rede de Petri (PNs) para representar
planos de processos não lineares. PNs são usadas para representar
features, operações e máquinas.
Koo e Tanchoco (1999) propoõem um método para selecionar operações
e ferramentas em um sistema de manufatura totalmente automatizado
onde cada máquina executa todas as operações sobre a peça.
Kiritsis e Porchet (1996) propõem uma abordagem baseada em PNs para
planejamento do processo dinâmico e seqüenciamento.
Existem diferentes modos de representar planos de processos com alternativas
(não lineares), destacando-se:
- Redes de Petri;
- Grafos E/OU;
- Estruturas em árvores;
- gráficos direcionados.
Grafos E/OU são uma excelente forma de representação de planos de
processos com alternativas pois o grafo mapeia com grande refinamento
uma estrutura para representar o plano de processo. Um nó AND/E (``SPMamp;'')
significa que todos os caminhos possíveis nos ramos devem ser seguidos,
mas a seqüência pode ser qualquer. Por outro lado um nó OR/OU (``|'')
significa que um dos caminhos originário deste nó deve ser escolhido.
Informações detalhadas são apresentadas em cada nó do grafo (por exemplo:
operação, ferramenta, diâmetro da ferramenta e tempo de usinagem)
para melhor entendimento do conteúdo do plano de processo. Outras
informações podem ser incluídas como fixações e máquinas. A figura
8.1 apresenta um exemplo da representação através de grafos
E/OU. Um descrição completa desta abordagem pode ser visto em Ferreira
e Wysk (2001).
Figure:
Uma peça contendo uma cavidade e um slot
e o correspondente grafos E/OU.
|
|
Este grafos são compostos por nós conectados por arcos e no caso de
peças os nós representam as features de manufatura (um furo,
por exemplo) e os arcos representam as precedências OU/E, ou uma simples
seqüência de precedências. Grafos E/OU podem ser armazenados em um
arquivo ASCII para representar as peças e os planos de processo. Quando
representado através de um arquivo ASCII trabalha-se com uma semântica
própria onde os símbolos têm o seguinte significado:
- (S &): símbolo ``SPMamp;'' implica relacionamento AND;
- (S ! ): símbolo ``!'' implica relacionamento OR;
- (S * ): símbolo ``*'' implica que os elementos de S são ordenados
seqüencialmente. Por exemplo se N é representado por (N
N N *), então N precede N
e N precede N. A figura 8.2 apresenta
um exemplo.
Figure:
Grafos E/OU e a representação através de arquivo
ASCII com a semântica associada.
|
|
A representação de planos de processos não lineares por PNs, normalmente
utiliza-se de métodos que realizam as seguintes ações, conforme descrito
por Kiritsis e Porchet (1996):
- monta-se uma tabela (tabela de usinagem)onde as operações de usinagem
estão associadas com as entidades de projeto (superfícies e features
de manufatura) e os relacionamentos de precedência são estabelecidos;
- constrói-se a PNs baseados nos dados da tabela de usinagem;
- determina-se na PNs todas as possíveis soluções dos planos de processos
construindo um grafo de exeqüibilidade representando todas as possibilidades.
- aplica-se um método heurístico para reduzir o tamanho do grafo de
exeqüibilidade e determina-se a solução ótima.
A PNs consistem de lugares e transições as quais são conectadas uma
a outra através de arcos direcionados, com alguns arcos direcionados
de lugares para transição (arco de entrada), e alguns arcos direcionados
de transições para lugares (arcos de saída). Uma PNs pode ser descrita
como uma grafo direcionado bipartido no qual os nós são um conjunto
de lugares e um conjunto de transições.
Lugares representam componentes passivos do sistema no qual os tokens
são armazenados e representam um estado particular. Graficamente lugares
são representados por círculos. Transições representam os componentes
ativos do sistema que podem produzir, transportar ou mudar os tokens.
Para cada transição existe um conjunto de lugares de entrada e um
conjunto de lugares de saída. Graficamente, transições são representadas
por retângulos.
Arcos conectam lugares com transições e representam o relacionamento
entre eles. A marcação da PNs é a posição dos tokens na rede
em qualquer instante no tempo. Uma dada marcação da PNs define quais
transições são capazes de iniciar em qualquer tempo. O disparo de
uma transição move a rede para uma nova marcação.
As seguintes regras são aplicadas para a modelagem do planejamento
do processo a partir da abordagem de PNs para operações a serem processadas
em uma única máquina com mesa de fixação de peça indexada (centro
de usinagem com mesa indexada):
- Cada operação de usinagem é representado por uma transição T
(i=1, ...n).
- Operações de usinagem alternativas para uma features são
representadas por transições T
 usando o mesmo
lugar de entrada e saída.
usando o mesmo
lugar de entrada e saída.
- Existem um lugar (ControlPlace) de entrada/saída comum com um token
inicial (marcação inicial) para todas as transições representando:
(a) as soluções do estado de peça em processamento (o estado depois
que cada transição/operação de usinagem é disparada) e (b) a evolução
do estado da máquina-ferramenta (ferramenta e posição da mesa indexada
em graus).
- Para cada transição T é criado uma lugar de saída
sem transição sucessora. Este lugar-fim EP, após
receber um token da transição correspondente faz o disparo
indicando que esta transição tem realmente sido disparada e não pode
ser disparada novamente.
- Para cada transição sucessora T
 de uma transição
T é criado um lugar de saída CP
de uma transição
T é criado um lugar de saída CP
 de T o qual é um lugar de saída para a correspondente
transição sucessora T. Este tipo de lugar representa
o tipo de conhecimento dado por uma precedência de relacionamento
de restrição.
de T o qual é um lugar de saída para a correspondente
transição sucessora T. Este tipo de lugar representa
o tipo de conhecimento dado por uma precedência de relacionamento
de restrição.
- Todos os arcos tem peso um.
A figura 8.3 apresenta a modelagem baseada em PNs para
o planejamento do processo.
Figure 8.3:
Modelagem por PNs.
|
|
A figura 8.4 apresenta a tabela de usinagem, as operações
de usinagem e o grafo de precedência para um exemplo.
Figure:
Tabela de usinagem, operações de usinagem e grafo
de precedência
|
|
A figura 8.5 apresenta o modelo PNs e o plano de processo
final para a peça exemplo . A peça exemplo é apresentada na figura
8.6.
Figure 8.5:
PNs e plano de processo.
|
|
Figure:
Peça exemplo (CAM-Is ANC 101).
|
|
Com o intuito de viabilizar o desenvolvimento das atividades definidas
no plano de doutorado foi necessário implantar uma infra-estrutura
computacional mínima no laboratório do Grima através da instalação
e configuração de uma estação de trabalho baseado no sistema operacional
Linux para arquitetura 386. Desta forma foi feita a instalação de
uma distribuição Linux em um computador Pentium III e configurado
uma série de serviços (ftp, http, ssh, mysql, tomcat servelets, xdm,
lpd) para trabalharem em uma arquitetura cliente/servidor e que serão
utilizados no desenvolvimento da tese.
Foi feita uma especificação de computadores para serem utilizados
como estações de trabalho utilizando o sistema operacional Linux e
que formarão um cluster de máquinas para trabalharem com
processamento paralelo, compartilhando o uso de processadores e memória,
utilizando a arquitetura MOSIX cluster (ftp://custom.lab.unb.br/pub/cluster/mosix).
Esta atividade ainda não foi implementada pois aguardasse a chegada
dos computadores, recentemente adquiridos.
Foi instalado uma série de aplicações voltadas para desenvolvimento
de sistemas e que poderão ser utilizadas no desenvolvimento do trabalho
de doutoramento na estação trabalho Linux, como:
- Clips: kernel para construção de sistemas especialista baseado
em regras de produção;
- FuzzyClips: kernel para construção de sistemas especialista baseado
em regras de produção e lógica difusa;
- Jess: Clips portado para Java;
- Sistemas CAD 2D: vários sistemas CAD desenvolvidos em C e Java;
- Sistemas CAM: vários sistemas CAM desenvolvidos em C e Java;
- ACIS: kernel para modelagem de sólidos (B-rep e CSG);
- JBuilder Foundation: desenvolvimento de sistema em Java;
- MySQL: sistema de gerenciamento de base de dados relacional utilizando
a linguagem SQL;
- Gnu C++: compilador C++ da Gnu;
- Tex, Latex e Lyx: editores de texto de alto nível;
- Staroffice e WordPerfect: editores de texto compatíveis com Windows;
- VNC e Xwin: protocolos e servidores para integração de plataformas
Unix e Windows;
- Centenas de aplicações de suporte de desenvolvimento para o mundo
Unix.
Estão sendo desenvolvidas atividades de suporte na introdução da cultura
Unix no laboratório do Grima ajudando os estagiários na utilização
dos sistemas instalados, esclarecendo dúvidas, enfim treinando-os
na resolução de problemas relacionados ao uso e administração de sistema
Unix e da rede de computadores do Grima baseado no protocolo TCP/IP
(Internet/Intranet).
Muitas das atividades desenvolvidas nos computadores do Grima são
executadas utilizando-se de conexão remota através de aplicações de
login remoto como o protocolo telnet (user interface
to the TELNET protocol) e o ssh ( OpenSSH SSH client - remote
login program). Estas aplicações permitem emular um console virtual
e ``logar'' remotamente nas máquinas realizando o trabalho a distância.
Também utilizo o sistema XDM (X Display Manager with
support for XDMCP, host chooser) para conexão remota utilizando janela/display
gráfico a fim de executar programas que necessitem de um servidor
gráfico X ( X - a portable, network-transparent window system).
Através do xdm utilizo remotamente, em Florianópolis, aplicações CAD/CAM
(SmartCam e AutoCad) disponíveis no meu Laboratório em Brasília.
A utilização do ambiente Unix é sem dúvida um grande facilitador para
trabalhos cooperativos e a distância pois permitem uma utilização
transparente dos recursos de rede TCP/IP em uma arquitetura cliente/servidor
nativa em plataforma Unix desde a sua concepção, ou seja, são naturalmente
orientados para aplicações em rede. Outra grande vantagem é a utilização
de software open source e normalmente gratuitos. Todos os
softwares instalados nos servidores e que serão utilizados
nas atividades de doutoramento são open source ou gratuitos.
Este estudo dirigido voltado para os aspectos de planejamento do processo
foi de grande validade para o desenvolvimento do tema de doutoramento,
pois foi possível estudar e consultar uma grande quantidade de referências
sobre planejamento do processo com um profundo detalhamento sobre
as atividades a serem realizadas pelo processista em uma abordagem
manual ate a utilização de sistema de planejamento do processo auxiliados
por computador, principalmente os CAPP ditos generativos e baseados
em features.
As várias atividades a serem realizadas no planejamento do processo
e os métodos, algoritmos e lógicas de decisão utilizados na resolução
destes problemas foram pesquisados e relacionados. Muitos destas abordagens
são minuciosamente descritas nas referências bibliográficas básicas
sugeridas no plano de trabalho. Por outro lado, buscou-se através
de uma intensa pesquisa bibliográfica, outras fontes de informação
que foram armazenadas e disponibilizadas através do endereço: ftp://omega.enm.unb.br/pub/doutorado.
Este estudo servirá de base para a definição da metodologia e arquitetura
a ser desenvolvida para tese de doutorado. Com o conhecimento adquirido
em relação as diversas abordagens de metodologias e implementações
realizadas no mundo para integração de sistemas CAD/CAPP/CAM
orientados para fabricação de peças rotacionais utilizando o processo
de torneamento; ficou claro que a tendência atual é utilizar arquiteturas
baseadas em sistemas multi-agentes (MAS), utilização de técnicas de
representação do conhecimento como sistemas especialistas, sistemas
distribuídos, redes de computadores baseados no protocolo TCP/IP,
base de dados relacional para compartilhamento de informações (máquinas,
ferramentas, dispositivos de fixação, bibliotecas de features, etc),
modelagem baseada em features, modelagem de sólidos através
de ACIS, entre outros.
A próxima disciplina permitirá o estudo da integração de CAD/CAPP/CAM
voltados para internet tendo como referência o sistema CyberCut da
Universidade de Berkeley (http://cybercut.berkeley.edu) e outros
sistemas desenvolvidos no mundo. A disciplina atual permitiu que se
adquirisse um profundo conhecimento dos aspectos voltados ao CAPP.
Com a análise efetuada nos sistemas de CAPP apresentados na literatura
foi possível conhecer como se processa a tomada de decisão para resolver
os complexos problemas relacionados ao planejamento do processo, que
como já foi dito, cada decisão tomada impoem uma série de restrições
para as decisões a serem tomadas posteriormente.
- 1
- Abdou, G.; Cheng, R. TVCAPP, Tolerance Verification in Computer-Aided
Process Planning. International Journal of Production Research, v.31,
n.2, p.393-411, 1993.
- 2
- Alting, Leo; Zhang, Hong-Chao. Computer Aided Process Planning: the
State-of-the-Art Survey. International Journal of Production Research,
v.27, n.4, p.553-585, 1989.
- 3
- Alting, Leo. Life-Cycle Design of Products: A New Opportunity for
Manufacturing Enterprises. In: KUSIAK, Andrew. Concurrent Engineering:
Automation, Tools and Techniques. New York : John Wiley & Sons, Inc,
1993. p.1-17.
- 4
- Álvares, A. J., Tourino, S. R., Tele-Fuzzy Control of a Mobile Robo,
17TH INTERNATIONAL CONFERENCE ON CAD/CAM, ROBOTICS & FACTORIES OF
THE FUTURE, 2001 (CARS&FOF 2001), Durban, Kwazulu-Natal, Africa do
Sul, 07/2001.
- 5
- Anais do International IFIP Conference on Feature Modeling and Advanced
Design-For-The-Life-Cycle Systems, Valenciennes, França, 12-14 de
Junho, 2001.
- 6
- ANSI Y 14.5, Dimensioning and tolerancing, American Society of Mechanical
Engineers, New York, 1982.
- 7
- Arakaki, Reginaldo; Arakaki, Julio; Angerami, Paulo Mattos et
al. Fundamentos de Programação C: Técnicas e Aplicações. 2. ed. Rio
de Janeiro : Livros Técnicos e Científicos, 1990.
- 8
- AUTODESK INC. AutoCAD Development System: Programmers Reference Manual.
1. ed. USA : AutoDesk, 1992.
- 9
- Bhatnagar A.S., Implementation of feature mapping and reasoning shell
with application to group technology coding, MSc Thesis, Arizona State
University, August 1988.
- 10
- Boerma J.R., The design of fixtures for prismatic parts, PhD thesis,
University of Twente, Enschede, 1990.
- 11
- Boogert R., Tool management in computer aided process planning, PhD
thesis, University of Twente, 1994.
- 12
- Boothroyd G., Making it simple, design for assembly, Mechanical Engineering,
Feb. 1988, 28-30.
- 13
- Bronsvoort, Willem F.; Jansen, Frederik W. Multi-View Feature Modelling
for Design and Assembly. In: SHAH, Jami J.; MÄNTYLÄ, Martti; NAU,
Dana S. Advances in Feature Based Manufacturing. Amsterdam : ELSEVIER,
1994. p.107-128.
- 14
- Butzke, A.U.; Ferreira, J.C.E. A Manufacturing Support System for
Industrial Part Process Planning.
- 15
- ICamarinha, L.M.; Afsarmanesh, H. Balanced Automation Systems: Architectures
and Design Methods (BASYS-95). Vitória : CHAPMAN & HALL, 1995. p.159-170.
- 16
- CAM-I's illustrated glossary of workpiece form features, R-80-PPP-02.1,
1981.
- 17
- CAM-I report R-86-PPP-01, 1986.
- 18
- Proceedings features symposium, CAM-I, report no. P-90-PM-02 , Boston,
1990.
- 19
- Chang T.C., Anderson D.C., Mitchell O.R., QTC - An integrated design/manufacturing/inspection
system for prismatic parts, Computers in Engineering Conference, CIE
'88, 1988, 417 - 426.
- 20
- Chang T-C., Expert process planning for manufacturing, Addison Wesley,
Reading, 1990.
- 21
- Chang, T.C., Wysk R.A. e Wang, H.P. Computer Aided Manufacturing,
Prentice Hall International Series in Industrial and Systems Engineering,
W.J. Fabrycky e J.H. Mize (eds.), 2ns Edition, 1998.
- 22
- Cho, H.; Derebail, A.; Hale, T. et al. A Formal Approach
to Integrating Computer-Aided Process Planning and Shop Floor Control.
ASME Journal of Engineering for Industry, v.116, p.108-116, 1994.
- 23
- Coad, Peter; Yourdon, Edward. Análise Baseada em Objetos. 2. ed. Rio
de Janeiro : Campus, 1992.
- 24
- Cutkosky M.R., Tenenbaum J.M., Muller D., Features in process based
design, ASME Computers in Engineering (CIE) Conference, San Francisco,
1988, 557-562.
- 25
- Cutkosky M.R., Tenenbaum J.M., Brown D.R., Working with multiple representations
in a concurrent design system, Journal of Mechanical Design, Vol.
114, 1992, 515 - 524.
- 26
- Cutkosky M.R., Engelmore R.S., Fikes R.E., Genesereth M.R., Gruber
T.R., Mark W.S., Tenenbaum J.M., Weber J.C., PACT: An experiment in
integrating concurrent engineering systems, IEEE Computer, vol. 26,
no.1, 1993, 28-37, http://www-ksl.stanford.edu.knowledge-sharing.
- 27
- Dépincé, P., Amara H., Hascoët, J. Y., Human Integration in s distributed
CAPP framework,Bibliography Anais do International IFIP Conference
on Feature Modeling and Advanced Design-For-The-Life-Cycle Systems,
Valenciennes, França, 12-14 de Junho, 2001.
- 28
- Deere & Company, Part Features for Process Planning, Moline Illinois,
1986.
- 29
- Detand J., A computer aided process planning system generating non-linear
process plans, Catholic University of Leuven, Belgium, PhD thesis,
1993.
- 30
- Dixon J.R., Cunningham J.J., Simmons M.K., Research in designing with
features, in Intelligent CAD, I, eds. Yoshikawa H., Gossard D., Proc.
IFIP TC 5/ WG 5.2 workshop on intelligent CAD, Elsevier, 1987, 137-148.
- 31
- Erve A.H. van 't, Computer Aided Process Planning for Part Manufacturing,
an expert system approach, PhD thesis, University of Twente, 1988.
- 32
- Ferreira, J.C.E.; Butzke, A.U.; Furlan N., F. A CAD by Features System
Applied to an Industrial Reality. Journal of the Brazilian Society
of Mechanical Sciences, v.17, n.2, p.209-218, 1995.
- 33
- Ferreira, J.C.E., Planejamento do Processo Assistido por Computador
- CAPP, Apostila, Universidade Federal de Santa Catarina, Departamento
de Engenharia Mecânica, Florianópolis, 1996.
- 34
- Ferreira J. C. E., Wysk, R. A., An Investigation of the Influence
of Alternative Process Plans on Equipment Control, Journal of Manufacturing
Systems, Vol.19/N.6, 2001, 393-406.
- 35
- Finger S., Dixon J.R., A review of research in engineering design,
Part I: Descriptive, prescriptive and computer based models of design
processes, Research in Engineering Design, Vol.1, 1989, 51-67.
- 36
- Finger S., Dixon J.R., A review of research in engineering design,
Part II: , Representations, analysis and design for the Lifecycle,
Research in Engineering Design, Vol.1, 1989, 121-37.
- 37
- Finger S., Safier S.A., Representing and recognizing features in mechanical
designs, second international conference on Design Theory and Methodology
DTM '90, Chicago, September 1990.
- 38
- Gadh R., Flexible mappings as utilized within a flexible features-based
design approach, proc. IFIP W.G. 5.3 Conf. on Feature modeling and
recognition in advanced CAD/CAM systems, Valenciennes (F), Vol.1,
1994, 205-223.
- 39
- Groover, M. Automation, Production System, and Computer Integrated
Manufacturing, 1987, Prentice Hall.
- 40
- Halevi, G. e Weill, R.D., "Principles of Process Planning:
A Logical Approach", Chapman & Hall, 1995.
- 41
- Halevi, G., "Restructuring the Manufacturing Process: Applying
the Matrix Method", St. Lucie Press, 1999.
- 42
- Hashmi, K., Baradie, M. A., Ryan, M., Fuzzy Logic Based Intelligent
Selection of Machining Parameters, Computers in Industry, 35, 1998,
571-574.
- 43
- Henderson M.R., Anderson D.C., Computer recognition and extraction
of form features: a cad/cam link, Computers in Industry, 5, 1984,
329- 339.
- 44
- Henderson M.R., Chang G.J., FRAPP: Automated feature recognition and
process planning from solid model data, proc. CIE Conference, 1988.
- 45
- Hitachi Seiki, http://www.hitachiseikiusa.com/controls/index.html.
- 46
- Houten F.J.A.M., Kals H.J.J., Round, a flexible technology based process
and operations planning system for NC lathes, Proceedings of the 16th
CIRP International Seminar on Manufacturing Systems, Tokyo, 1984.
- 47
- Houten F.J.A.M. van, PART: a computer aided process planning system,
PhD thesis, University of Twente, Enschede, 1991.
- 48
- Houten F.J.A.M., Manufacturing Interfaces, Annals of the CIRP, Vol.
41, 1992.
- 49
- Huang, Hefeng. A Generative Process Planning System for Turned Components.
Manchester, 1988. Tese (Doutorado em Fabricação Mecânica-Planejamento
de Processos). Manufacturing and Machine Tool Division, Mechanical
Engineering Department, UMIST.
- 50
- Irani R.K., Kim B.H., Dixon J.R., Integrating CAE, features and iterative
design of injection molds, ASME Computers in Engineering Conference
CIE '89, vol.1, Anaheim CA, eds. Riley D.R., Cokonis T.J., 1989, 27-33.
- 51
- ISO 1101, Technical drawings - Geometrical tolerancing - Tolerances
of form, orientation, location and run-out - Generalities, definitions,
symbols, indications on drawings, 1983.
- 52
- ISO TC184/WG3 N324 -T7, ISO 10303 - Part 224 Mechanical Product Definition
for Process Planning Using Form Features, South Carolina, EUA, 1994.
- 53
- Jonker H.G., Interactive feature definition, MSc thesis, University
of Twente, report no. SPA-93-23/PT465, Enschede, September, 1993.
- 54
- Jonkers F., A software architecture for CAPP systems, PhD thesis,
University of Twente, 1992.
- 55
- Kals H.J.J., Houten F.J.A.M. van, Erve A.H. van't, Integrated Process
Planning, Proceedings of the Seminar on the automated factory approaching
the year 2000 (La Fabbrica Automatica colle Soglie del 2000, Resultati
E prospettive della Ricerce), Pisa, 23-24 Octobre, 1989.
- 56
- Kiritsis, D., Porchet, M., A Generic Petri net model for dynamic process
planning and sequence optimization, Advances in Engineering Software,
Vol. 25, 1996, 61-71.
- 57
- Kramer, G.A., Barrow H.H., Agre P.E., Closed-form kinematics, US patent,
no. 5,043,929, 1991.
- 58
- Kramer, G.A., Solving geometric constraint systems, a case study in
kinematics, The MIT Press, Cambridge, Massachussetts, 1992.
- 59
- Kramer, G.A., A geometric constraint engine, AIJ, 1992, to be obtained
via: ftp://ftp.daimi.aau.dk/pub/CLP.
- 60
- Kramer, G.A., Qualitative kinematics, US patent, no. 5,253,189, 1993.
- 61
- Lenderink A., Kals H.J.J., The integration of process planning and
machine loading in small batch part manufacturing, Robotics & Comp.
Int. Manuf., Vol. 10, no. 1/2, 1993, 89-98.
- 62
- Lenderink A., The integration of process and production planning in
small batch part manufacturing, PhD thesis, University of Twente,
1994.
- 63
- Maraghy H.A., Gu P.H., Expert system for inspection planning, Annals
of the CIRP, vol.36, 1, 1987, 85-89.
- 64
- Maraghy H.A., Evolution and future perspectives of CAPP, Annals of
the CIRP, vol. 42, no.2, 1993, 1 - 13.
- 65
- Maraghy H.A., Maraghy W. H., A system for modeling geometric tolerances
for mechanical design, Proc. 3rd CIRP seminar on Comp. Aided Tolerancing,
Cachan (F), April 1993, 11-24.
- 66
- Mentyle M., Opas J., Puhakka J., Generative process planning of prismatic
parts by feature relaxation, in: Advances of design Automation 1989,
presented at the ASME DEsign Technical Conferences - 15th Design Automation
Conference, Montreal Quebec, Canada, 1989, 49-60.
- 67
- Mentyle M., Directions for research in product modeling, in Computer
applications in production engineering, eds. Kimura F., Rolstadas
A., Elsevier Science Publishers (North Holland), IFIP, 1989, 71 -
85.
- 68
- Masuda H., Shimada K., Numao M., Kawabe S., A mathematical theory
and applications of non-manifold geometric modeling, in: Advanced
geometric modelling for engineering applications, eds. Krause F.L.,
Jansen H., Elsevier Science Publishers, IFIP, 1990, 89 - 103.
- 69
- Nielsen E.H., Dixon J.R., Zinsmeister G.E., Capturing and using designer
intent in a design with features system, Proceedings Design Theory
and Methodology, D-E Vol.31, ASME 1991, 95-102.
- 70
- Open Software Foundation, OSF/Motif Style Guide, release 1.2, Prentice
Hall, Englewood Cliffs, NJ, 1993.
- 71
- Parametric Technology Corporation, Pro/Engineer Modelling User's guide,
version 12.0, Waltham MA, 1993.
- 72
- PDES, PDES Form Feature Information Model, Version 3 (Working), ed.
Dunn M., United Technologies Research Center, December 17, 1987.
- 73
- Pratt M.J., Solid modeling and the interface between design and manufacture,
IEEE Computer Graphics & Applications, July 1984, 52-59.
- 74
- Pratt M.J., Wilson P,.R., Requirements for support of form features
in a solid modelling system, final report, CAM-I report R-85-ASPP-01,
June 1985.
- 75
- Pratt M.J., Synthesis of an optimal approach to form feature modelling,
ASME Computers in Engineering Conference CIE, San Francisco, 1988,
263 -274.
- 76
- Pratt M.J., A hybrid feature based modelling system, Advanced geometric
modelling for engineering applications, eds. Krause F.L., Jansen H.,
Elsevier Science Publishers, 1990, 189-210.
- 77
- Rezende, D. F., Planejamento de Processo de Fabricação Assistido por
Computador Através de um Sistema Especialista Baseado na Tecnologia
de Features: Um Modelo de Desenvolvimento Voltado Para a Realidade
Industrial, Dissertação de Mestrado, UFSC, 1996.
- 78
- Sakurai H., Gossard D.C., Shape feature recognition from 3-D solid
models, Computers in Engineering Conference, ASME, San Francisco,
1988, 515 - 519.
- 79
- Salomons, O.W. Computer Support in the Design of Mechanical Products.
Twente, 1995. Tese (Doutorado em Projeto Mecânico-Ferramentas Computacionais
de Suporte). University of Twente.
- 80
- Salomons O.W., Evaluation of the ICAD system for feature based design
applications, internal report no. PT437, University of Twente, 1992.
- 81
- Salomons O.W., Two protocolstudies to investigate redesign and process
planning, University of Twente, internal report no. PT 417, 1992.
- 82
- Salomons O.W., Houten F.J.A.M. van, Kals H.J.J., Review of research
in feature-based design, Journal of Manufacturing Systems, Vol.12,
no.2, 1993, 113-132.
- 83
- Salomons O.W., Slooten F. van, Houten F.J.A.M. van, Observations from
redesign and process planning practice, a study of human practice
aimed at improving feature based CAD/CAPP, proceedings of the Twelfth
International Conference on CAD/CAM, Computer Graphics and Computer
Aided Technologies (MICAD'93), Vol. 1, Editions Hermes, Paris, 9-12
February, 1993, pp 115-129. (Also: internal report PT 452).
- 84
- Salomons O.W., Kappert J.H., Slooten F. van, Houten F.J.A.M. van,
Kals H.J.J., Computer support in the (re)design of mechanical products,
a new approach in feature based design, focusing on the link with
CAPP, IFIP Transactions B-11, Knowlegde Based Hybrid Systems, Mezger
I., Bertek P. (eds.), Elsevier Science Publishers B.V. (North Holland),
1993, pp 91-103.
- 85
- Salomons O.W., Slooten F. van, Houten F.J.A.M. van, Kals H.J.J., A
computer support tool for re-design, a prototype system resulting
from applying a methodic design approach, proceedings of the International
Conference on Engineering Design, ICED'93, The Hague, August 17 -
19, 1993, Vol. 3, 1559 - 1570.
- 86
- Salomons O. W., Bottom-up assembly modelleer functionaliteit, internal
report, no. PT 461, University of Twente, 1993.
- 87
- Salomons O.W., Slooten F. van, Houten F.J.A.M. van, Kals H.J.J., FROOM
- a demonstration session, IFIP Transactions B-11, Knowlegde Based
Hybrid Systems, Mezger I., Bertek P. (eds.), Elsevier Science Publishers
B.V. (North Holland), 1993, pp 279-287.
- 88
- Salomons O.W., Slooten F. van, Koning G.W.F. de, Houten F.J.A.M. van,
Kals H.J.J., Conceptual graphs in CAD, CIRP annals, v. 43/1, August
1994, 125-128.
- 89
- Salomons O.W., Jonker H.G., Slooten F. van, Houten F.J.A.M. van, Kals
H.J.J., Interactive feature definition, proceedings IFIP WG 5.3 Conference
on Feature modeling and recognition in advanced CAD/CAM systems, Valenciennes
(F), May 24-26, 1994, vol. 1, 181-204, http://utwpue.wb.utwente.nl/stw-doc/papers/paper-ifd.ps.
- 90
- SANDVIK COROMANT. Herramientas de Tornear: Productos para el Mecanizado
del Metal. Dinamarca, 1993 e 1994. Catálogo de Produtos.
- 91
- Schmekel H., A system for conceptual design of parts, Licentiate Thesis,
Royal Institute of Technology, Stockholm, 1989.
- 92
- Schmekel H., Modeling of conceptual design using axiomatics, report
Royal Institute of Technology, Stockholm, 1990.
- 93
- Schmekel H., A system for conceptual design based on general and systematic
principles of design, PhD thesis, Royal Institute of Technology, Stockholm,
1992.
- 94
- Schmekel H. Application of axiomatics in product modelling, Human
aspects in Computer Integrated Manufacturing, eds. Olling G.J., Kimura
F., IFIP, 1992, 211 - 226.
- 95
- Silicon Graphics Inc., InPersonTM Product Guide, Silicon Graphics
Inc., Mountain View (Ca) USA, 1994.
- 96
- Shah J.J., Wilson P.R., Analysis of abstraction, representation and
interaction requirements for computer aided engineering, Computers
in Engineering Conference, CIE, San Francisco, 1988, 17-24.
- 97
- Shah J.J., Synthesis of initial form for structural shape optimization,
transactions of the ASME, vol.110, 1988, 564-570.
- 98
- Shah J.J., Rogers M.T., Expert form feature modelling shell, Computer
Aided Design, Vol.20, No.9, 1988, 515-524.
- 99
- Shah J.J., Feature transformations between application-specific feature
spaces, Computer Aided Engineering Journal, December 1988, 247-255.
- 100
- Shah J.J., Bhatnagar A., Hsiao D., Feature mapping and application
shell, Computers in Engineering Conference (CIE), San Francisco, 1988,
489-496.
- 101
- Shah J.J., Rogers M.T., Functional requirements and conceptual design
of the feature-based modelling system, Computer Aided Engineering
Journal, Febr. 1988, 9-15.
- 102
- Shah J.J., Rogers M.T., Feature Based Modeling Shell: Design and Implementation,
Computers in Engineering Conference (CIE), San Francisco, 1988, 255-261.
- 103
- Shah J.J., Bhatnagar A.S., Group technology classification from feature-based
geometric models, Manufacturing Review, Vol.2, No.3, September 1989,
204-213.
- 104
- Shah J.J., Miller D., A structure for integrating geometric tolerances
with form features and geometric models, Computers in Engineering
(CIE), 1989, 395-402.
- 105
- Shah J.J., Requirements for support of assembly modeling in a feature
based environment, a proposal submitted to CAM-I, August 1989.
- 106
- Shah J.J., Hsiao D., Robinson R., A framework for manufacturability
evaluation in a feature based CAD system, NSF Design and Manufacturability
Research Conference, Tempe, AZ, Jan. 1990, 61 -66.
- 107
- Shah J.J., An assessment of features technology, CAM-I report P-90-PM-02
, 1990.
- 108
- Shah J.J., Philosophical development of form feature concept, CAM-I
report P-90-PM-02 , 1990, 55-70.
- 109
- Shah J.J., Rogers M.T., Sreevalsan P.C., Hsiao D., Mathew A., Bhatnagar
A., Liou B., Miller D.W., The ASU Features Testbed: an overview, ASME
Computers in Engineering Conference (CIE), 1990, 233-241.
- 110
- Shah J.J., Hsiao D., Robinson R., A framework for manufacturability
evaluation in a feature based CAD system, NSF Design & Manufacturability
Research Conference, Tempe, AZ, Jan 1990, 61-66.
- 111
- Shah J.J., Miller D.W., A structure for supporting geometric tolerances
in product definition systems for CIM, Manufacturing Review, Vol.3,
No. 1, March 1990, 23-31.
- 112
- Shah J.J., Sreevalsan P., Mathew A., Survey of CAD/feature based process
planning and NC programming techniques, Computer Aided Engineering
Journal, Feb. 1991, 25-33.
- 113
- Shah J.J., Conceptual development of form features and feature modelers,
Research in Engineering Design., Vol.2, 1991, 93-108.
- 114
- Shah J.J., Assessment of features technology, Computer-Aided Design,
vol.23, no.5, 1991, 331-343.
- 115
- Shah J.J., Mathew A., Experimental investigation of the STEP Form-Feature
Information Model, Computer-Aided Design, vol.23, no.4, 1991, 282-296.
- 116
- Shah, Jami J., Urban, Susan D, Raghupathy, Siva P. and Rogers, Mary
T., Synergetic Design Systems, Proceedings of the American Society
of Mechanical Engineers Computers in Engineering Conference, 1992,
vol.1, pp.283-290.
- 117
- Shah J.J., Hsiao D., Leonard J., A systematic approach for design-manufacturing
feature mapping, IFIP WG 5.2 workshop on geometric modeling, Rensselearville,
September 1992, 205-221.
- 118
- Shah, Jami J. and Urban, Susan D. Interoperability Research Issues
for Heterogeneous Engineering Design Data, Proceedings of the National
Science Foundation Design and Manufacturing Systems Grantees Workshop,
1993, pp. 1843-1846
- 119
- Shah, Jami J., Rogers, Marty T. and Urban, Susan D., Engineering data
management: achieving integration through database technology, Computing
and Control Engineering Journal, june 1993, pp. 119-126
- 120
- Shah J.J., Urban S.D., Functional requirements for capturing design
histories, proceedings National Science Foundation Design and Manufacturing
Systems grantees workshop, 1993, 1831-1836.
- 121
- Shah J.J., Rogers M.T., Assembly modeling as an extension of feature
based design, Research in Engineering Design, Vol. 5, 1993, 218-237.
- 122
- Shah, J.J. e Mäntÿla, M., "Advances in Feature Based Manufacturing",
Elsevier, 1994.
- 123
- Shah J.J., Balakrishnan G., Rogers M.T., Urban S.D., Comparative study
of procedural and declarative feature based geometric modeling, proceeedings
IFIP WG 5.3 Conf. on Feature modeling and recognition in advanced
CAD/CAM systems, Vol. 2, Valenciennes, France, April 24-26, 1994,
647-671.
- 124
- Shah J.J., Shen Y., Shirur A., Determination of machining volumes
from extensible sets of design features, in: Advances in feature based
manufacturing, eds. Shah J.J., Mentyle M., Nau D., Elsevier, 1994,
129-157.
- 125
- Shah J.J., A heterogeneous, active database architecture for engineering
data management, Int. J. Computer Integrated Manufacturing, Vol.7,
No.5, 1994, 276-293.
- 126
- Silva, A. D., Uma Metodologia para Otimização Automática de Parâmetros
de Usinagem. Florianópolis, 1994. Tese (Doutorado em Fabricação Mecânica-Planejamento
de Processos). Universidade Federal de Santa Catarina.
- 127
- Smith C. S., Wright, P. K., Cybercut: A World Wide Web Based Design
to Fabrication Tool, 2000, http://cybercut.berkeley.edu.
- 128
- Spatial Technology, ACIS Geometric modeler, Boulder, Colorado, 1994.
- 129
- Srinivasan V., Jayaraman R., Geometric tolerancing: II. Conditional
tolerances, IBM J. Res. & Developm., Vol. 33, No. 2, 1989, 105-123.
- 130
- Stemmer, G. E. Ferramentas de Corte I. 3. ed. Florianópolis : Editora
da UFSC, 1993.
- 131
- STEP, ISO TC184/SC4/WG5, Express language reference manual (ISO 10303,
part 11), release draft, Spiby P. (ed.) , 1991.
- 132
- STEP, ISO TC184/SC4/WG5, Express-I language reference manual (ISO/WD
10303-12), working project draft, Wilson P. (ed.), 1992.
- 133
- STEP, ISO TC184/SC4/WG5, Industrial automation systems- product data
representation and exchange, (ISO/WD 10303-part 48: Form features),
1992.
- 134
- Stoltenkamp H., Oudolf W., Kals H.J.J., Cubic, a highly automated
system for programming NC machining centers, Procedings of PROLAMAT,
Ann Arbor, 1979.
- 135
- Sundaram, R. M., Process Planning and Machining Sequence, Computers
& Industrial Engineering, Vol. 11, 1986, 27-31.
- 136
- Sutherland I.E., Sketchpad, a man-machine graphical communication
system, PhD thesis, MIT, Cambridge, USA, 1963.
- 137
- Thornton A.C., Constraint specification and satisfaction in embodiment
design, PhD thesis, University of Cambridge, 1993.
- 138
- Thornton A.C., Johnson A., Constraint specification and satisfaction
in embodiment design, Proc. Int. Conf. on Engineering Design, ICED
93, The Hague, August 17-19, 1993, 1319-1326.
- 139
- Tönshoff, H.K.; Aurich, J.C.; Baum, Th. Configurable Feature-Based
CAD/CAPP System. Proceedings of the IFIP International Conference
on Feature Modeling and Recognition in Advanced CAD/CAM Systems. Valenciennes,
France, p.757-769, 1994.
- 140
- Turner J.U., Wozny M.J., A mathematical theory of tolerances, in:
Geometric Modelling for CAD Applications, eds. Wozny M.J., McLaughlin
J.L., Elsevier Science Publishers, IFIP, 1988, 163-187.
- 141
- Turner J.U., Relative positioning of parts in assemblies using mathematical
programming, Computer Aided Design, Vol. 22, no. 7, 1990, 394-400.
- 142
- Turner J.U., Gangoiti A.B., Commercial software for tolerance analysis,
Computers in Engineering, Vol.1, ASME, 1991, 495-503.
- 143
- Turner J.U., A feasibility space approach for automated tolerancing,
ASME Journal of Engineering for Industry, Vol. 115, 1993, 341-345.
- 144
- Ullman D.G., Dietterich T.G., Stauffer L., A model of the mechanical
design process based on empirical data, Artificial Intelligence for
Engineering, Design, analysis and manufacturing, vol.2, 1988, 33 -
52.
- 145
- Ullman D.G., Wood S., Craig D., The importance of drawing in the mechanical
design process, Comput. & Graphics, Vol.14, No.2, 1990.
- 146
- Ullman D.G., Design histories: archiving the evolution of products,
proceedings of the DARPA Workshop on Manufacturing, February 5-6,
Salt Lake City, Utah, 1991.
- 147
- Ullman D.G., The mechanical design process, McGraw Hill, 1992.
- 148
- Ullman D.G., A new view on function modeling, International Conference
on Engineering Design, ICED'93, The Hague, August 17-19, Vol.1, 1993,
21-29.
- 149
- Vandenbrande, Jan H.; Requicha, Aristides A.G. Geometric Computation
for the Recognition of Spatialy Interacting Machining Features. In:
SHAH, Jami J.; MÄNTYLÄ, Martti; NAU, Dana S. Advances in Feature Based
Manufacturing. Amsterdam : ELSEVIER, 1994. p.83-106.
- 150
- Van't A.H., Generative Computer Aided Process Planning for Part Manufacturing
- An Expert System Approach, PhD thesis, University of Twente, Enschede,
1985.
- 151
- Vin L.J. de, Vries J. de, Streppel A.H., Kals H.J.J., PART-S, a CAPP
system for small batch manufacturing of Sheet metal components, Manufacturing
Systems, (proceedings of the CIRP Seminars), Vol. 22, No. 2, 1993,
133 - 141.
- 152
- Vin L.J. de, Streppel A.H., Ittersum E. van, Kals H.J.J., Tolerancing
and the accuracy of bending operations in sheet metal part manufacturing,
proc. of the IMC-10 conference, Galway, September 8-10, 1993, 423-436.
- 153
- Vin L.J. de, Computer Aided Planning of Bending Operations for Sheet
Metal Components, PhD thesis, University of Twente, 1994.
- 154
- Vin L.J. de, Streppel A.H., Kals H.J.J., Tolerancing and sheet bending
in small batch part manufacturing, Annals of the CIRP, Vol.43/1, 1994,
421-424.
- 155
- Vries T.J.A. de, Conceptual design of controlled electro-mechanical
systems, a modeling perspective, PhD thesis, University of Twente
1994.
- 156
- Vries J. de, Roosmalen A.A.H.M., Streppel A.H., Kals H.J.J., Planning
and nesting in small batch sheet metal manufacturing, Manufacturing
Systems, (proceedings of the CIRP Seminars), vol. 23, 1994.
- 157
- Vries J. de, Salomons O.W., Streppel A.H., Vin L.J. de, Kals H.J.J.,
CAD-CAPP integration for sheet metal products, proceedings 2nd. Int.
Conf. on Sheet Metal, Belfast, 1994, 75-86.
- 158
- Vries J. de, A process planning system for sheet metal part processing,
an integrated approach, PhD thesis in progress, University of Twente,
1995.
- 159
- Wagner M.R., Understanding the ICAD system, ICAD Inc., Cambridge MA,
1990.
- 160
- Wang N., Ozsoy T.M., Representation of assemblies for automatic tolerance
chain generation, Engineering with Computers, 6, 1990, 121-126.
- 161
- Wang M-T., An object-oriented feature-based CAD-CAPP-CAM integration
framework, Advances in Design Automation, vol.1, ASME 1991, DE Vol.32-1,
109-116.
- 162
- Wang N., Ozsoy T.M., A scheme to represent features, dimensions and
tolerances in geometric modeling, Journal of Manufacturing Systems,
Vol.10, No.3, 1991, 233-240.
- 163
- Wang, H.P. e Li, J.K., Computer-Aided Process Planning, Advances in
Industrial Engineering, Vol. 13, Elsevier, 1991.
- 164
- Waterman, Donald A. A Guide to Expert Systems. 1. ed. Massachusetts
: Addison-Wesley, 1986.
- 165
- Weill R., Tolerancing for Function, Annals of the CIRP, vol.37, no.2,
1988, 603-610.
- 166
- Wilson P.R., Solid modeling research and applications in the U.S.A.,
in Geometric modeling for CAD applications, eds. Wozny M.J., McLaughlin
J.L., Elsevier Science Publishers B.V. (North Holland), IFIP, 1988,
69-88.
- 167
- Wilson P.R., Pratt M.J., A taxonomy of form features for solid modeling,
in Geometric Modeling for CAD applications, eds. Wozny M.J., McLaughlin
H.W., Elsevier Science Publishers B.V. (North Holland), IFIP., 1988,
125-135.
- 168
- Wilson W.R.D., Wang J., A multi-expert system for sheet metal part
design, DE-Vol. 32-1, Advances in Design Automation, Vol. 1, 1991,
pp. 55-61.
- 169
- WU, B. Object-Oriented systems analysis and definition of manufacturing
operations. International Journal of Production Research, v.33, n.4,
p.955-974, 1995.
- 170
- Zhang C., Wang H-P., Integrated tolerance optimisation with simulated
annealing, J. Adv. Manuf. Techn., vol.8, 1993, 167-174.
Estudo Dirigido: Métodos para Projeto, Planejamento do Processo e
Fabricação de Peças Assistidos por Computador
This document was generated using the
LaTeX2HTML translator Version 99.2beta8 (1.43)
Copyright © 1993, 1994, 1995, 1996,
Nikos Drakos,
Computer Based Learning Unit, University of Leeds.
Copyright © 1997, 1998, 1999,
Ross Moore,
Mathematics Department, Macquarie University, Sydney.
The command line arguments were:
latex2html -no_subdir -split 0 -show_section_numbers /tmp/lyx_tmpdir1624zxHDIT/lyx_tmpbuf16247qWkNS/novo_capp.tex
The translation was initiated by Alberto Alvares on 2001-12-12
Footnotes
- ... Álvares1
-
Universidade Federal de Santa Catarina, Departamento de Engenharia
Mecânica, Curso de Pós-Graduação em Engenharia Mecânica, Disciplina
de Estudo Dirigido, Tema da Tese: Uma Metodologia de CAD/CAPP/CAM
Voltada para Fabricação de Peças a Distância Através da Internet,
Orientador: Prof. João Carlos Espindola Ferreira.
Alberto Alvares
2001-12-12