Event For NC Machining
How a Kaizen Event helped a jobbing-type machine shop implement workcells and set the stage
for dramatic improvements in inventory, delivery, productivity and quality.
Background
| * Note: While there is little that is
proprietary about
pumps, the controls and mounting of FDC's pumps are highly specialized. Only a few
manufacturers in the U.S. build them. For this reason, we cannot reveal the client's
real name. |
Fluid Dynamics Corporation (FDC)* manufactures specialized pumps. Most of them are quite
large. To support this, FDC has a machine shop with about 75 employees and 125 machines. Roughly
half of the equipment has modern CNC. About 2100 parts are active.
Preparation
FDC's product-process mix was far too complex for informal analysis and grouping of parts
into cells. Several months were required for a
Production Flow Analysis to
develop part families.
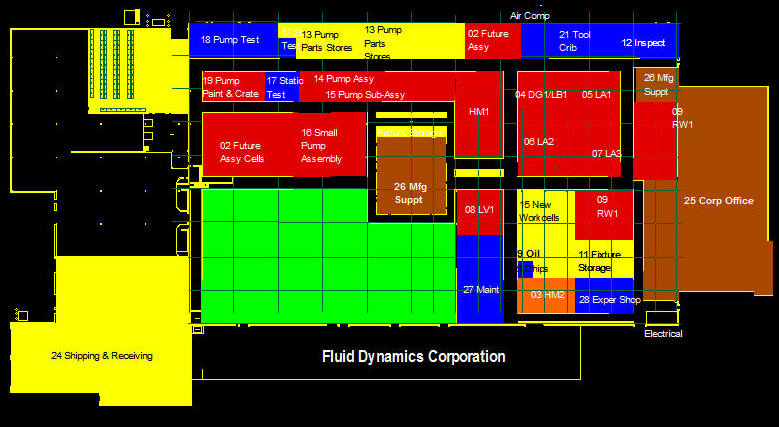
With the part families and their respective cells defined, we then designed a Macro- Layout
showing the location of each workcell. The detail layout of the cells was to be the
responsibility of the Kaizen teams.
A simple cell was chosen for the first Kaizen effort. It consisted of two nearly identical
large Horizontal Machining Centers (HMC). The part family had about 15 parts and these were
further subdivided between the HMCs. This helped to reduce fixture changes between the machines
but allowed any part to be made on either machine in case of emergency.
The Event
The team consisted of cell operators from two shifts, engineers, and maintenance personnel.
The team analyzed the process, identified opportunities and made improvements.
Initially, problems were identified in the following areas:
-
Parts were moved to other departments for washing and deburring.
-
Fixtures had design defects.
-
Scheduling often required parts that were unneeded while needed parts were short.
With some investigation, the team determined that washing and deburring of the parts was easy
and required little time. It was suggested that these operations be brought into the cell and
performed by the operators internal to the 20-minute machine cycle.
This brought on protests from the machinists. Further investigation revealed why the
machinists did not like this idea. It seems that most of their internal time was occupied
measuring dimensions from the previous part and recording these dimensions on a three-page QA
form. Further discussion revealed that all but one of these dimensions was machine controlled
and always within tolerance.
|
As a result, the QA forms were greatly simplified thus allowing time for the machinists to
wash and deburr. With some experimentation, it was found that the deburring and most washing
could take place without removing the parts from the fixtures and this further streamlined work
within the cell.
A simple Kanban system was designed that allowed the machinists to schedule their own
operations with strong communications with the assembly line.
Engineering modified the fixtures and the operators made programming changes which further
improved machine productivity.
Results
In the three months after cell startup, the pump assembly line was never once stopped or
inconvenienced by a parts shortage from this cell.
WIP inventory went from three months to three days. Productivity improved by about 50%.
Capacity was released for increased production demand. Quality improved even with the
abbreviated inspections.
|
Horizontal Machining Cell Detail
Note that the layout is nothing special. The HBMs
have not even been moved. The success of this cell depends primarily on the way it
operates, work balance, quality and the Kanban system.
|
|