|
|
|
|
|
|
|
|

Cut the Chatter - Tooling Tips to Eliminate Vibration in
Cavity Milling
By learning how to eliminate vibration in cavity
milling operations, a typical moldmaking shop can decrease the wear and
tear on its tools, as well as boost its level of productivity.
|
||||||||
|
GETMOREINFO
For more information contact Steve Piscopo of Sandvik Coromant
(Fair Lawn, NJ) at (201) 794-5223.
Eliminating vibration also reduces wear on cutting tools and machining centers to minimize machine downtime. Poor fixturing, workholding and machine maintenance all contribute to vibration and its associated problems. The best way to quiet chatter is often a combination of remedies. However, machine operators and manufacturing engineers generally look first at their cutting tools. A knowledgeable supplier of both segmented and solid carbide cutting tools can integrate total solutions to stop the chatter. Vibration in cavity milling creates uneven wear on cutting tools and shortens tool life. While indexable insert milling cutters and solid carbide endmills differ in construction, they are both vulnerable to chatter and share some common vibration remedies. Indexable insert milling cutters are generally available in diameters down to one-half inch. They use replaceable inserts with a choice of geometries and coatings. Smaller openings call for solid carbide endmills with two, three or four cutting edges. There are steps that users can take to end vibration with both milling cutters and endmills.
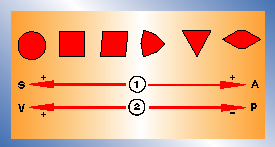
Milling Cutter Chatter The larger the cutter, the better the performance will be. Conditions permitting, larger cutters provide more choices about how to approach the workpiece. Varying the relative position often helps damp vibration. Manufacturing engineers should try to keep the cutter diameter 20 to 50 percent larger than the width of the cut. The cutter should be sized so that no more than two-thirds of the inserts are engaged in the cut at any time. These guidelines help produce an ideal entry angle, thereby reducing cutting forces and vibration. Optimize insert geometry. The shape of the cutting inserts often determines their vibration tendency. Round inserts are most vibration prone, while those with 45-degree lead angles are the least prone to chatter. The smaller the entry angle of the cutting edge to the work, the lower the tendency to vibrate. Chart 1 ranks the various insert shapes for vibration tendency.
Cutting tool specifiers can reduce overall cutting force and resulting vibration by using positive rake insert geometry. The shearing action of positive rake cutters reduces cutting pressure by more than 20 percent versus zero- or negative-rake milling tools (see Figure 1). The sharper edge and angle of entry of this type of insert also helps to reduce the power needed to penetrate the surface of the workpiece.
Choose insert coatings carefully. Coatings on inserts perform many functions, but their primary jobs are protecting against heat, maintaining lubricity and preventing build-up on the insert. To reduce edge rounding and chatter, you should look to replace inserts protected by thick CVD coatings with those wearing thinner PVD coatings. Though CVD treatments are formulated for wear resistance, PVD coatings provide a sharper insert edge and a more positive rake angle to help minimize vibration.
Stiffer Tools, Less Vibration Minimize length; maximize diameter. In addition to positive rake and high helix angles, both milling cutters and endmills should be as stiff as possible. Machine operators and manufacturing engineers should do everything possible to minimize the bending or deflection of cutting tools. A rule of thumb states that reducing the length of the tool by 20 percent reduces the amount of bending in the tool by 50 percent. Likewise, increasing the diameter of a cutting tool by 20 percent cuts deflection in half. In practical terms, this usually means that you should try to use the largest diameter tool you can to do the job. In addition to large diameter tools, try to use the shortest tool possible for each application. Many operators tend to choose a tool that meets the most demanding case on a workpiece requiring multiple operations. For a workpiece with several hole depths, the same long tool selected to make the deepest hole is also used to make shallower penetrations. Using a longer-than-necessary tool in shallow holes contributes instability to the entire operation and invites chatter. Programming the machine to use the right tool for each step minimizes vibration and maximizes productivity for the entire job.
Feeds, Speeds and Angles Increase feed rate. Machine operators commonly respond to a vibration problem by reducing the cutting speed and leaving the table feed alone. Speeding up the machine or the feed may seem like a recipe for disaster. However, an increase in feed at the same rpm may turn out to be the ideal solution. Anyone who has experienced harmonic vibrations in a car on the highway knows either speeding up or slowing down can end the noise. Similar experimentation can counter the complex harmonics of milling chatter. Vary entry points. Moving the centerline of the cutter slightly to either side of the entry point on the workpiece can often reduce the tendency to chatter or vibrate. The offset creates a finer entry angle and prevents forces from oscillating from one side of the cutter to the other. For a two- to three-inch facemill, the offset may be 3/16". For a one-inch endmill, the offset may be 0.0050". Again, experimentation can determine the low-vibration setting.
Toolholding Options
One system reduces tool runout to less than eighty millionths of an inch. The holder design maintains 100 percent contact in the clamping area where torque is transmitted to the tool. For shanked tools, a hydromechanical chuck improves tool balance and stability, and thereby reduces uncontrolled vibration (see Figure 3).
Integrated Solution Vibration is most likely in workpieces with a long overhang. As a rule of thumb, whenever a cutter's shank aspect ratio - its length-to-diameter ratio - exceeds three to one, the risk of vibration rises rapidly. With ratios over five to one, vibration-damping adapters/extenders and modular toolholders can help. Unlike solid adapters that transmit vibrations readily, today's vibration-damping adapters have an internal chamber containing a heavy body suspended on rubber bushings. Machine operators should position the milling cutter as close to the tuned adapter as possible. Tooling is just one element in the campaign against vibration. If none of these remedies work in your particular case, ask your tooling supplier for recommendations on your machine, your workpiece and your procedures. A knowledgeable supplier can provide insight into vibration problems and cut the chatter.
| ||||||||
| MoldMaking Technology Online is a trademark of
Gardner Publications, Inc, copyright 2009. MoldMaking Technology and all contents are properties of Gardner Publications, Inc. All Rights Reserved. |